










 Get in touch right away
Get in touch right away{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:


Polishing is the proverbial finisher among the grinding methods. To the untrained eye, it seems no more than a finish machining process that leaves no trace. But your many years of experience in the field have taught you that polishing is about one thing, and one thing only: increasing a component’s contact ratio. Adding shine is no more than a pleasant bonus.
What definitely matters is that polishing must never change surface geometry, regardless of whether you’re working on metals or plastics, on soft or fibre-reinforced material. In simple terms, polishing means removing less of what you want to keep.
Read on to find out what industry sectors value the shiny properties of good polishing and why. We’ll also tell you how to best go about your polishing jobs and what common mistakes to avoid.

How intense to polish and make the finish also depends on what industry we’re talking about. We can generally say that reducing surface roughness is the focus wherever contact adhesion is of interest, in other words where the contact ratio needs to be increased. Conversely, if it’s a component’s aesthetic that's important – like with car trim parts, for example – roughness is more of a secondary concern. In your everyday work, you’ll be just as likely to encounter metal dies used as injection moulds for plastic or as blow moulds for PET bottles. Particle adhesion on these surfaces is out of the question – the polish needs to be perfect. We have a similar situation with medical technology components. These undergo complex certification procedures and may even have to operate inside human bodies.
Sealing surfaces and races literally need to keep things moving smoothly – the rougher the surface, the rougher your time polishing it. Perfection is the name of the game. Hygienic design is another field where metal parts and surfaces demand the utmost attention to detail. After all, this is where medicines and foodstuffs are produced – the polish grade indicates purity. Maximum material smoothness ensures that sterilising, steam blasting or hot-steam cleaning components and interiors become a wash.
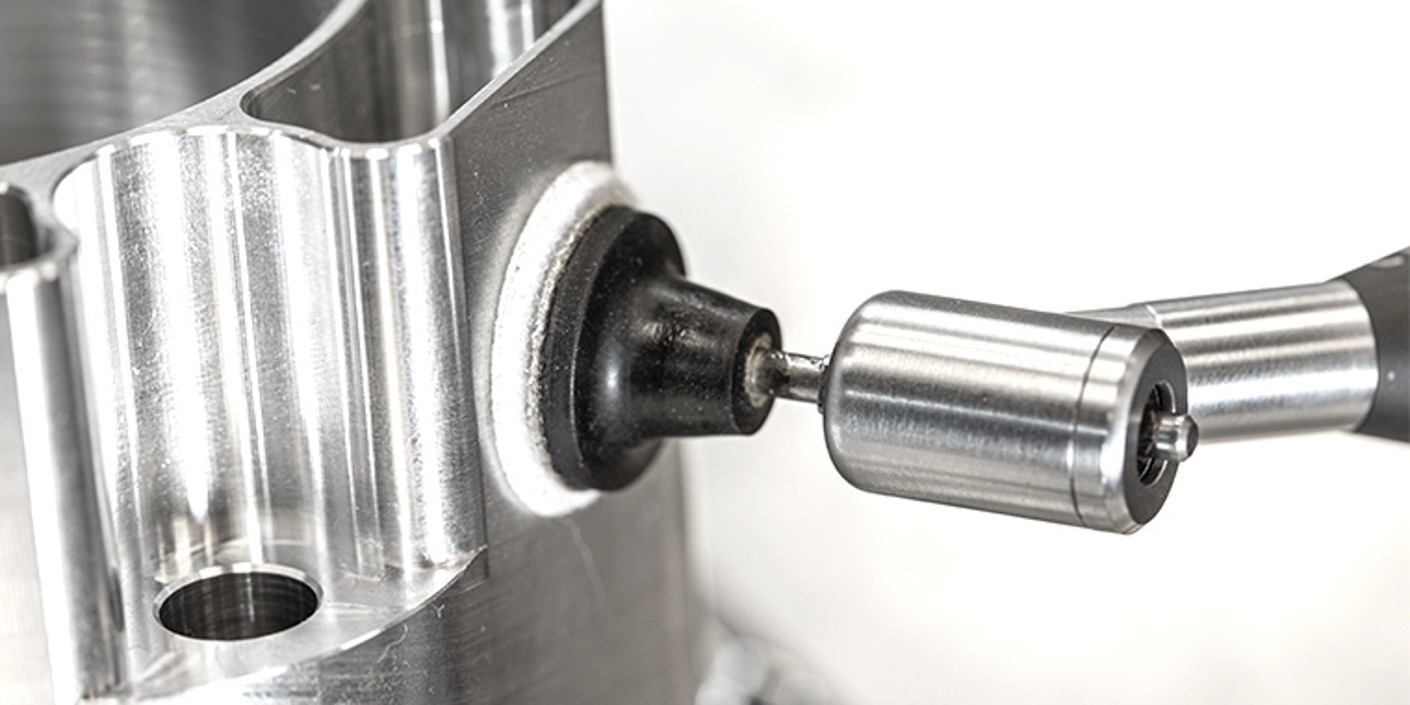
To get the smoothest-possible results for die and mould construction in your workshop, we recommend using felt tools for polishing containers and moulds. Felt or CaraFin polishing tools are also ideal if you’re a master craftsman looking to optimise sliding properties in the automotive or mechanical engineering sector. Combine them with diamond polishing paste or silicon carbide polishing paste to get roughness down to precisely where you want it. If you lean more towards the softer side of things and your workshop is working on copper or aluminium rather than on (stainless) steel, you can get matching pastes to apply on cloths or discs to give your jobs that final finish.
For a metalworker like yourself to really sell your polishing results, you need to watch out for three things:
roughing, roughing and, of course, roughing! No matter whether you’re looking to polish steel, aluminium, coated aluminium, brass or stainless steel, or even plastic: the better your roughing, the more flawless your polishing. To get optimal results – regardless of material – always keep relative motion in mind. The polishing tool’s sense of rotation should match the path you’re travelling: if you’re moving the workpiece surface to coincide with the polishing disc’s sense of rotation, the polishing grit will apply lower resistance to the machined surface. Plastic interlocking of the crystalline matrix won’t be impeded. If the workpiece surface moves contrary to the polishing disc’s sense of rotation, however, the polishing grit will resist the workpiece surface more. The result is a more burnished look.

You also need to take into account what type of metal you’re working on. Here are some useful tips:

Proceed as follows:
Note: When you’re polishing soft materials like aluminium or plastic, brush your polishing tool clean every now and then. You’ll get better removal rates if there’s no swarf clogging your tool. Wet machining requires only a few drops of fluid. Remember: only one polishing body per workpiece. Don’t switch back and forth between workpieces.

Note: Polishing swirls up microscopic dust and particles that may become suspended in the air around you. Keep yourself and your team safe by wearing personal protective equipment.

Perhaps you’re not satisfied with the results you’re getting? Either way: our experts will be happy to help out.