 Ir al contacto
Ir al contacto{{ name }}
Número de artículo {{ combinedCodeWithHighlight }}
Código del artículo:
EAN / GTIN:
Número del fabricante:


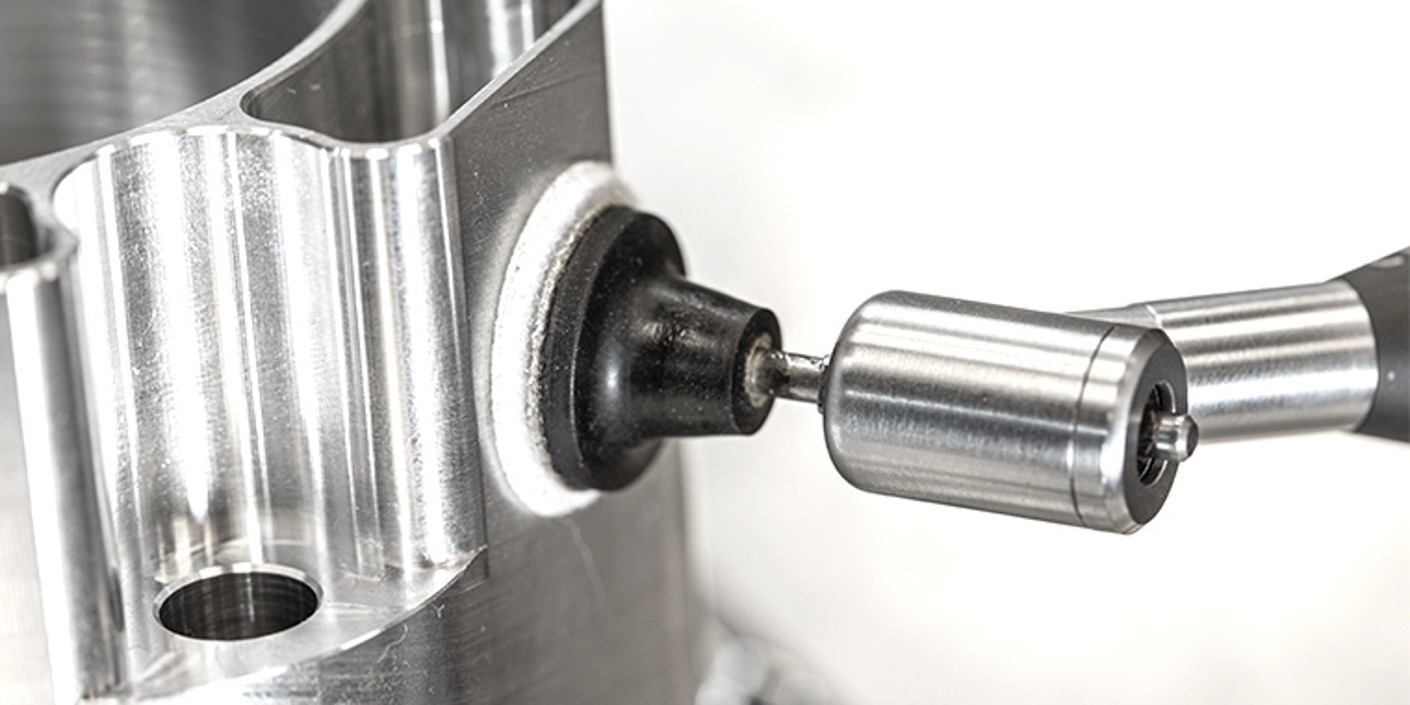
El pulido es el toque final entre los procesos de rectificado. A primera vista, parece ser un proceso de mecanizado fino y sin rastros. El pulido sólo tiene una finalidad: aumentar la capacidad de carga técnica de los componentes. El brillo es un efecto secundario.
Una cosa es importante en cualquier caso: Ya sean metales o plásticos, duros o reforzados con fibras, la geometría de la superficie no debe ser modificada por el pulido bajo ninguna circunstancia.
En las siguientes páginas le explicaremos en qué industrias se valoran las propiedades brillantes de un buen pulido y por qué. Además, aprenderá cómo proceder mejor con el pulido y qué errores evitar.

La intensidad del pulido y el acabado también depende de la industria en la que se utilizan los componentes. En general, se puede determinar que el tema de la "reducción de la rugosidad de la superficie" está siempre en el punto de mira donde puede conducir a la adhesión a una pieza de trabajo, es decir, a un aumento de la relación de contacto. Si, por otra parte, el foco está en la estética de un componente - como es el caso de las piezas de recambio de automóviles, por ejemplo - la rugosidad es un parámetro más bien secundario. En la vida cotidiana, puede que se enfrentará a moldes de metal utilizados como moldes de inyección para plásticos o moldes de soplado para botellas de PET. Las partículas que se adhieren a estas superficies serían fatales, el pulido debe ser perfecto. La situación es similar en el caso de los componentes para la tecnología médica, que pueden incluso tener que funcionar en el cuerpo humano después de una certificación compleja.
Cuanto más rugosa es la superficie, más agotador es el proceso de pulido. La perfección está muy demandada. Incluso en el llamado diseño higiénico, las piezas y superficies metálicas requieren la máxima atención, ya que es el entorno en el que, por ejemplo, se producen las medicinas o los alimentos - el pulido es un signo de pureza. La máxima suavidad de material garantiza un fácil procedimiento de esterilización y limpieza con vapor caliente.
Para asegurar que se consigan los resultados más suaves posibles en su taller al hacer herramientas y moldes, las herramientas de fieltro o de pulido CaraFin son los óptimos materiales. En combinación con las pastas de pulir de diamante o las pastas de pulir de SiC, puede reducir la rugosidad al nivel deseado. Si el acero (inoxidable) no se mecaniza en su taller, sino cobre o aluminio, también hay pastas apropiadas para ello, que se aplican a paños o discos para el acabado final.
Hay tres cosas importantes para tener en cuenta para lograr los óptimos resultados de pulido: ¡El prepulido, el prepulido y el prepulido! No importa si quiere pulir acero, aluminio, aluminio revestido, latón, acero inoxidable o plásticos: cuanto mejor sea el rectificado previo, más perfecto será el pulido. Para lograr resultados óptimos, independientemente del material, por favor, preste atención a los movimientos. La dirección de rotación de la herramienta de pulido debe coincidir con la trayectoria ejecutada: Si la superficie de la pieza de trabajo sigue la rueda de pulido en la dirección de la rotación, el grano de pulido ejerce menos resistencia en la superficie a mecanizar. El enclavamiento de plástico de la estructura cristalina no se ve obstaculizado. Sin embargo, si la superficie de la pieza de trabajo se mueve en contra de la dirección de rotación del disco de pulido, el grano de pulido ejerce una mayor resistencia en la superficie de la pieza de trabajo. El resultado: la superficie parece comparativamente mate.

Y también hay mucho que considerar con los metales individuales. Aquí están los consejos más importantes:

Qué hacer:
Consejo: Al pulir materiales blandos como aluminio o plástico, cepille ocasionalmente la herramienta de pulido. Si no hay más material eliminado en la herramienta, obtendrá una tasa de eliminación más alta. El mecanizado en húmedo se puede realizar con solo unas gotas de fluido. Recuerde: solo un soporte de pulido por pieza.

Consejo: Durante el pulido se forman polvos y partículas finas, que también circulan en el aire que respira. Protéjase y proteja a sus empleados usando EPIS adecuados.

¿Quizás no está satisfecho con su resultado? De cualquier manera: nuestros expertos estarán encantados de asesorarle en este tema.