 Contactaţi-ne acum
Contactaţi-ne acum {{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:


Printre metodele de rectificare, lustruirea este efectiv etapa de şlefuire fină. La prima vedere, pare doar o metodă de prelucrare fină care nu lasă urme. Din bogata dvs. experienţă ca profesionist în industrie, ştiţi că la lustruire contează un singur lucru: creşterea raportului de contact al piesei. Strălucirea obţinută este un efect secundar agreabil.
Un lucru este important: Indiferent dacă este de metal sau de plastic, dacă e dură sau armată cu fibră, geometria suprafeţei nu trebuie modificată prin lustruire sub nicio formă. Simplu spus, lustruire înseamnă să îndepărtezi mai puţin decât ce vrei să păstrezi.
În paginile următoare, vom arăta în ce domenii şi de ce este apreciată caracteristica de strălucire pe care o oferă o bună lustruire. În plus, veţi afla ce înseamnă un proces optim de lustruire şi ce erori trebuie să evitaţi.

Intensitatea lustruirii şi finisarea depind de domeniul în care sunt folosite piesele. În general, se consideră că tema „reducerea rugozităţii suprafeţei” este mereu în centrul atenţiei acolo unde pot apărea aderenţe la o piesă, deci acolo unde raportul de contact trebuie să crească. Dacă, dimpotrivă, preocuparea principală este pentru estetica unei componente – cum ar fi la elementele decorative auto – rugozitatea este un parametru mai degrabă secundar.
În activitatea de zi cu zi vă puteţi confrunta şi cu matriţe metalice, care pot fi matriţe de injecţie pentru mase plastice sau matriţe de suflare pentru sticle de plastic. Aderenţa particulelor la aceste suprafeţe ar putea fi fatală, polizarea trebuind să fie perfectă. Aceeaşi situaţie şi la piesele de tehnică medicală, care în urma unui proces laborios de certificare ar trebui să poată funcţiona chiar şi în corpul uman.
Pe suprafeţele de etanşare şi pe cele de glisare, totul trebuie să alunece în sensul propriu al termenului; cu cât suprafaţa este mai rugoasă, cu atât este mai solicitant procesul de lustruire.
Şi la aşa-numitul design igienic, piesele metalice şi suprafeţele necesită un maximum de atenţie deoarece acestea reprezintă mediul în care, de exemplu, sunt produse medicamente sau alimente, iar polizarea este marca purităţii. Netezimea maximă a materialului garantează că sterilizarea, spălarea cu jet de abur sau curăţarea cu vapori fierbinţi nu sunt complicate, iar componentele şi interiorul sunt hidrofuge.
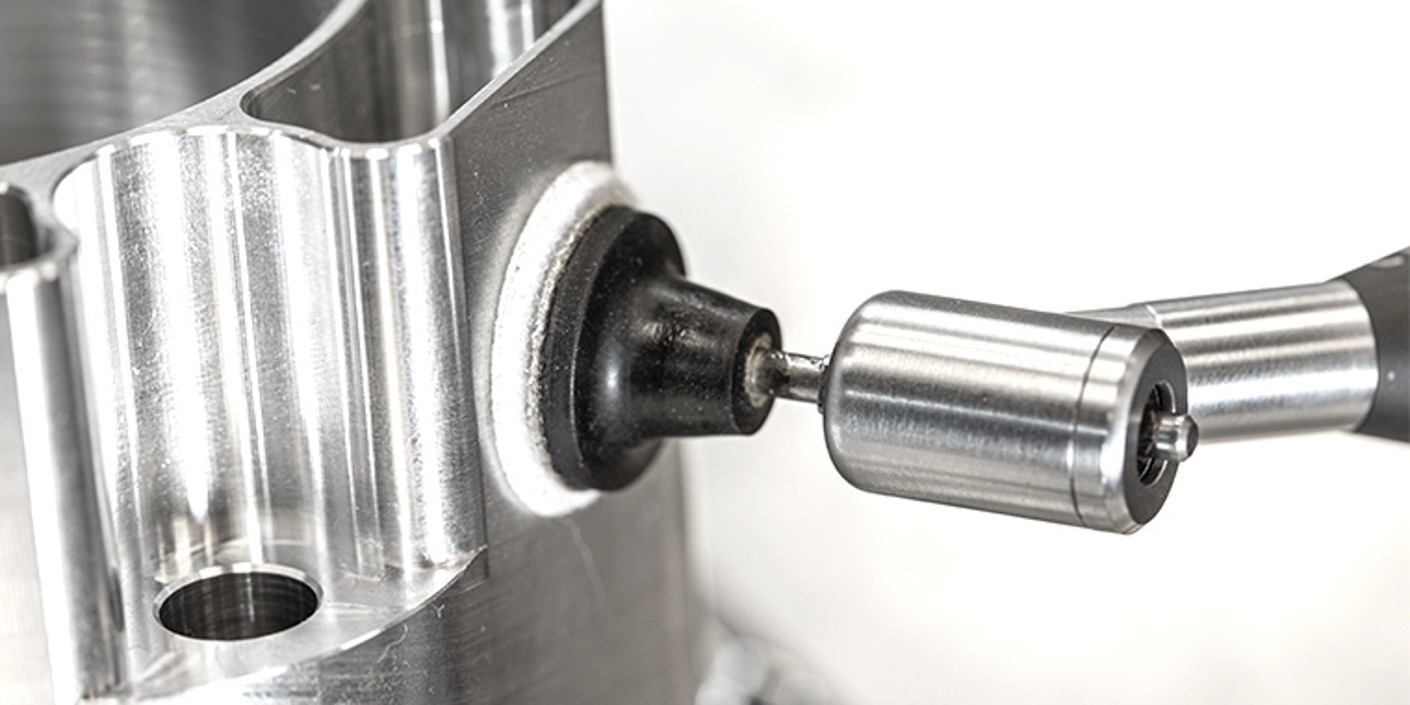
Ca să obţineţi în atelierul dvs. netezimea perfectă în execuţia de scule şi de matriţe, sculele cu pâslă sunt o alegere bună pentru lucrările de polizare la recipiente şi matriţe. Şi ca specialist în domeniul automotive sau în cel al construcţiilor de maşini trebuie să aveţi în vedere proprietăţile de alunecare, produsele optime fiind sculele de polizat cu pâslă sau cele CaraFin. Folosite împreună cu pastele de polizare diamantate sau cu cele de polizare cu SiC, vă permit să reduceţi rugozitatea în măsura dorită.
Dacă în atelierul dvs. nu se prelucrează oţel (inoxidabil), ci cupru sau aluminiu, există paste corespunzătoare care aplicate pe lavete sau pe discuri ajută la finisarea finală.
Trei lucruri sunt importante ca să obţineţi rezultate bune de lustruire în atelier: preşlefuire, preşlefuire şi din nou preşlefuire! Deocamdată nu are importanţă dacă doriţi să lustruiţi oţel, aluminiu, aluminiu placat, alamă, oţel inoxidabil sau plastic: Cu cât este mai bună preşlefuirea, cu atât reuşeşte mai bine polizarea.
Ca să obţineţi rezultate optime – indiferent de material – acordaţi atenţie coordonării mişcărilor. Sensul de rotaţie a sculei de polizat trebuie să coincidă cu traiectoria executată. Dacă suprafaţa piesei de prelucrat urmează discul de polizare în sensul de rotaţie, granulele de polizare exercită mai puţină rezistenţă la suprafaţa piesei. Blocarea plastică a structurii cristaline nu este fi afectată. Dacă suprafaţa piesei de prelucrat se deplasează însă în sensul opus de rotaţie al discului de polizare, granulele de polizare exercită o rezistenţă mai mare la suprafaţa piesei. În consecinţă: comparativ, suprafaţa pare mată.

Şi la prelucrarea metalelor pure sunt câteva lucruri de avut în vedere. Aici, cele mai importante sfaturi:

Ce trebuie făcut:
Sfat: Când lustruiţi materiale moi precum aluminiul sau plasticul, periaţi din când în când scula de polizare. Dacă se elimină de pe sculă materialul îndepărtat, veţi atinge o rată mai mare de îndepărtare. Prelucrarea umedă necesită doar câteva picături de fluid. Ţineţi minte: Un singur suport de polizare per piesă. Nu-l schimbaţi de la o piesă la alta.

Notă: În urma lustruirii se formează prafuri şi particule foarte fine care ajung şi în aerul respirat. Protejaţi-vă pe dvs. şi pe angajaţi purtând echipament de protecţie personală.

Se întâmplă să nu fiţi mulţumit cu rezultatul muncii dvs.? În orice caz, specialiştii noştri sunt aici să vă ofere consultanţă.