 Contactez-nous
Contactez-nous{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:


Le polissage est l'étape de finition par excellence du processus de meulage. A première vue, c'est un processus d'usinage de finition qui ne laisse pas de traces. Votre longue expérience dans l'industrie vous a appris que le polissage se résume à une seule chose : augmenter la portée technique des pièces. La brillance en est juste un agréable effet collatéral.
Quoi qu'il en soit, l'important est là : qu'il s'agisse de métaux ou de plastiques, durs ou renforcés de fibres, le polissage ne peut en aucun cas modifier la géométrie de surface. En termes simples, lors du polissage, ce que l'on veut garder importe plus que ce que l'on veut enlever.
Dans les pages suivantes, nous vous expliquons quels secteurs accordent de l'importance aux propriétés de brillance d'un bon polissage, et pourquoi. Vous y apprendrez également comment procéder au mieux et les erreurs à éviter.

L'intensité du polissage et de la finition dépend également du secteur où la pièce va être utilisée. En général, l'on constate que l'aspect "réduction de la rugosité superficielle" est souvent au centre des préoccupations lorsque des adhérences sur une pièce, à savoir une augmentation de la portée, sont possibles. Si, par contre, l'esthétique (par ex. dans le cas de pièces automobiles décoratives) est un facteur à prendre en compte, la rugosité passe au second plan.
Il se peut que vous soyez quotidiennement confronté à des moules métalliques utilisés pour le moulage par injection des plastiques ou pour le soufflage des bouteilles en PET. L'adhérence de particules sur ces surfaces pourrait être fatale. Le polissage doit donc être parfait. Il en va de même pour les pièces destinées au secteur médical, qui, après une certification complexe, peuvent même devoir être implantées dans le corps humain.
Sur des surfaces d'étanchéité ou de glissement, tout doit glisser, au sens littéral du terme. Plus la surface est rugueuse, plus le processus de polissage est exigeant. La perfection est de rigueur.
Même dans le domaine du "design hygiénique", les pièces métalliques et les surfaces exigent un maximum d'attention, puisqu'elles sont impliquées dans la fabrication de médicaments ou de denrées alimentaires. Dans ce contexte, le polissage est un signe de propreté. L'aspect lisse optimal obtenu sur le matériau permet de faciliter la stérilisation, les jets de vapeur ou le nettoyage à la vapeur chaude et de produire un effet déperlant sur les pièces et leurs parois intérieures.
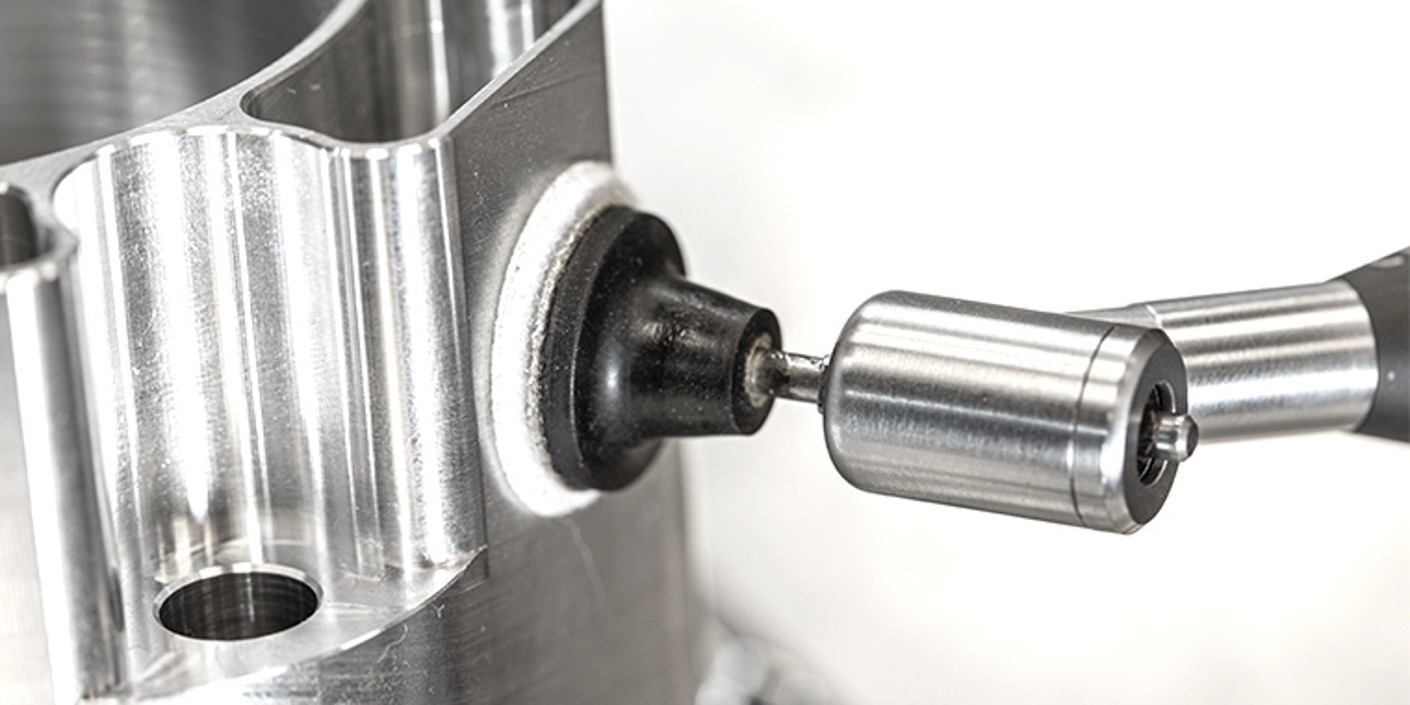
Pour obtenir un polissage optimal lors de la fabrication d'outils et de moules dans votre atelier, les outils en feutre sont un bon choix pour le polissage des récipients et des moules. Les outils de polissage en feutre ou CaraFin sont idéaux pour les techniciens du secteur automobile ou de la construction mécanique à la recherche des meilleures propriétés de glissement Combinés à des pâtes à polir diamantées ou SiC, ils réduisent la rugosité au degré souhaité.
Si votre atelier traite des matériaux plus tendres et qui ne sont pas en acier (inoxydable) mais en cuivre ou en aluminium, il existe des pâtes adaptées que vous pouvez appliquer avec un chiffon ou un disque pour obtenir le rendu final.
Comme en tant que métallurgiste, vous recherchez des résultats de polissage optimaux, trois choses sont importantes :
le préponçage, le préponçage et le préponçage ! Ici, acier, aluminium; aluminium revêtu, laiton, acier ou plastique sont tous logés à la même enseigne : plus le préponçage est bon, meilleur sera le polissage.
Pour obtenir des résultats optimaux indépendamment du matériau, faites attention au rapport entre les mouvements. Le sens de rotation de l'outil de polissage doit correspondre au passage effectué : si le disque de polissage est amené dans le sens de rotation au contact de la surface de la pièce, le grain de polissage exerce une résistance moindre sur la surface à usiner. L'emboîtement plastique de la structure cristalline n'est pas affecté. Si, par contre, la surface de la pièce se déplace dans le sens opposé au sens de rotation du disque de polissage, le grain de polissage exerce une résistance accrue sur la surface de la pièce. Résultat : la surface devient matte.

Il n'y pas grand chose à prendre en compte pour les différents métaux. Voici les principaux conseils :

Procédez de la manière suivante :
Remarque : lorsque vous polissez des matériaux tendres comme l'aluminium ou le plastique, brossez simplement l'outil de polissage. S'il ne reste plus de matière résiduelle sur l'outil, l'abrasion sera meilleure. L'usinage humide s'effectue avec quelques gouttes de fluide. N'oubliez pas : un seul support de polissage par pièce. Ne changez pas d'une pièce à l'autre.

Remarque : le polissage génère de fines poussières et particules qui circulent dans l'air que vous respirez. Assurez votre protection et celle de vos collaborateurs en portant un équipement de protection individuelle.

Vous n'êtes peut-être pas satisfait des résultats obtenus ? Quoi qu'il en soit, nos spécialistes sont à votre disposition.