






















 Dane kontaktowe
Dane kontaktowe{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:

Obróbka gwintów wewnętrznych jest jednym z najbardziej wymagających zadań obróbczych. Obróbka gwintów często znajduje się na końcu procesu produkcyjnego i dlatego ma decydujące znaczenie dla jakości obrabianego przedmiotu. Wadliwe wykonanie gwintów zwykle oznacza wysokie koszty dodatkowe. Niezawodność procesu gwintowania jest tu absolutnym priorytetem, jednocześnie należy wziąć pod uwagę możliwe skrócenie czasu operacji co wpłynie ekonomikę procesu produkcyjnego.
1. Nacinanie gwintu gwintownikiem
2. Formowanie gwintownikiem bezwiórowym
3. Nacinanie gwintu frezem
4. Obróbka gwintu frezem wiercąco-gwintującym

Gwintowanie jest najbardziej znanym procesem obróbki gwintów wewnętrznych.
Wysoka produktywność, stosunkowo niskie koszty i uniwersalność (zastosowanie na obrabiarkach konwencjonalnych, i centrach obróbczych) to główne zalety tych narzędzi.
Aby spełnić szczególne wymagania klientów gwintowniki wykonywane sa ze stali szybkotnących HSS / HSS-E / HSS-E-PM / i węglików spiekanych,
Specjalne uwagi dotyczące gwintowania
Podczas gwintowania występuje dopasowanie kształtu między narzędziem a obrabianym przedmiotem. Rozmiar gwintu, skok gwintu i tolerancja są precyzyjnie zdefiniowane przez sam gwintownik. Powoduje to jednak specyficzne problemy związane z obróbką, które nie występują w przypadku wiercenia lub frezowania:
Dobierając gwintownik, należy wybrać taki z możliwie najdłuższym nakrojem . Dłuższy nakrój to mniejsze siły skrawania, a w wyniku tego mniejsze obciążenie krawędzi skrawających. Ma to znaczący wpływ na trwałość narzędzi przy obróbce materiałów o dużej wytrzymałości na rozciąganie.
Gwintowniki do otworów przelotowych
W przypadku gwintowników (z prostym rowkiem) ze ścięciem nakroju, wióry odprowadzane są w dół zgodnie z kierunkiem posuwu, dlatego narzędzia te nie nadają się do obróbki w otworach nieprzelotowych.
Jeśli te gwintowniki są używane w otworach nieprzelotowych, uszkodzenie gwintu lub złamanie narzędzia jest nieuniknione. Gwintowniki z prostym rowkiem ale bez ścięcia nakroju używane są do obróbki materiałów kruchych. Podczas obróbki tego typu materiałów nie występuje niebezpieczeństwo tworzenia się wiórów wstęgowych dlatego gwintowniki bez ścięcia nakroju mogą być używane zarówno do gwintowania otworów przelotowych, jak i nieprzelotowych.

Nakrój 6 – 8 zwojów , do płytkich otworów przelotowych.

Nakrój 4 – 5 zwojów z ścięciem , uniwersalne do otworów przelotowych

Nakrój 4 - 5 zwojów , do otworów przelotowych lub nieprzelotowych
Generalnie wykonanie gwintu w otworze nieprzelotowym stawia większe wymagania przed narzędziem. Wióry muszą być odprowadzane w górę przez rowki wiórowe. Podczas wycofywania gwintownik jest poddawany dużym siłom skręcającym.

Nakrój 4 – 5 zwojów , do otworów nieprzelotowych

Nakrój 2 - 3 zwoje , do uniwersalnego zastosowania.

Nakrój 1,5 - 2 zwoje , dla możliwie największej głębokości gwintu.
Gwinty są podzielone przez Hoffmann Group na grupy dla prostego i prawidłowego doboru produktu.

Proces formowania gwintu generuje gwinty poprzez odkształcenie na zimno; formowanie i odprowadzanie wiórów nie są już potrzebne. Dzięki tej przewadze gwintownik bezrowkowy może być stosowany z dobrą niezawodnością procesu do wykonywania gwintów w otworach nieprzelotowych i przelotowych, nawet przy krytycznych stosunkach L×D i głębokościach gwintów większych niż 4×D.
Fazy obciążenia w procesie formowania gwintu
W procesie formowania gwintu obciążenie narzędzia momentem obrotowym jest do 30% większe niż w przypadku procesu gwintowania. Ponieważ gwintownik bezrowkowy nie wymaga rowków do odprowadzania wiórów, średnica rdzenia narzędzia może być zaprojektowana pod kątem większej stabilności. Oznacza to, że gwintownik bezrowkowy może osiągnąć dobrą niezawodność procesu, nawet gdy jest używany w najbardziej wymagających procesach.
Następujące czynniki mają największy wpływ na rozwój momentu obrotowego:
Aby utrzymać siły momentu obrotowego na jak najniższym poziomie, należy wybrać optymalną średnicę gwintowania i wysokiej jakości środek smarny.
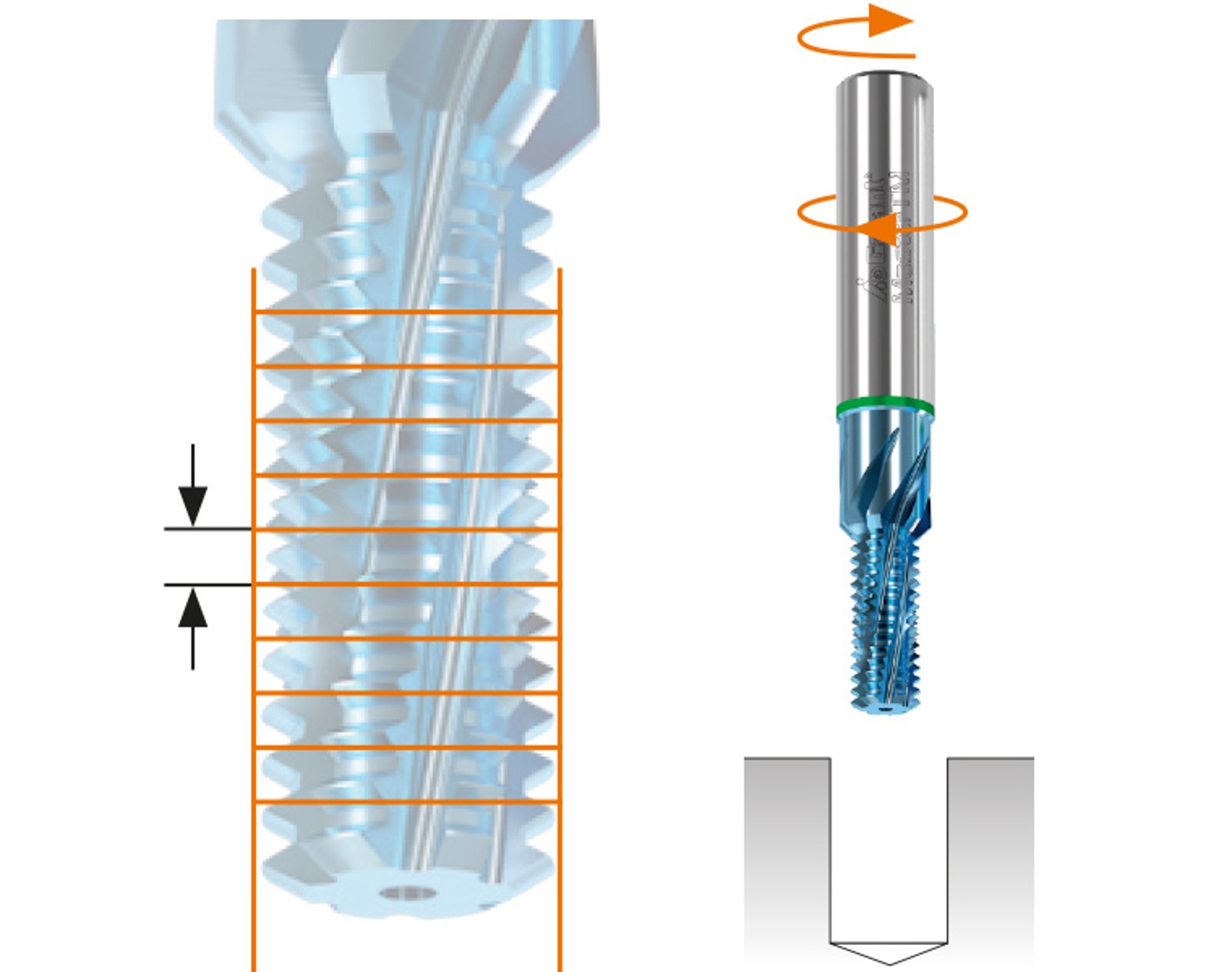
Sterowanie 3D CNC jest wstępnym wymogiem do wykonania frezowania gwintów. Po ustawieniu głębokości roboczej narzędzie wykonuje ruch spiralny i promieniowy w obrabianym przedmiocie w celu zmniejszenia obciążenia. Poprzez obrót frezu do gwintów i jednoczesny ruch trzech głównych osi centrum obróbczego, gwint jest teraz wykonywany w ruchu 360°.
Frezarki do gwintów oferują wiele potencjalnych zastosowań:
Optymalizacja dla frezarek do gwintów
Zwykle w przypadku frezarki do gwintów cały gwint jest generowany w jednym ruchu 360°. W przypadku specjalnych wymagań preferowane może być zastosowanie cięcia dzielonego. Zmiana kierunku obrotów może również pomóc w optymalizacji wyników.
Programowanie przedmiotu obrabianego:
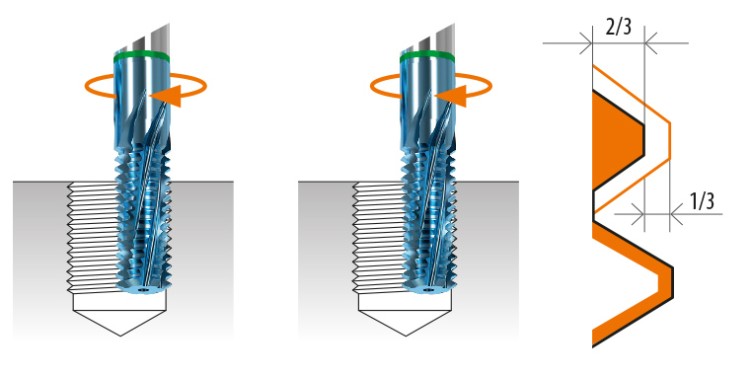
Gwint jest najpierw nacinany na około 2/3 głębokości, a następnie jest przycinany do gotowego profilu w drugim przejściu.

W tym przypadku najpierw wykonywana jest część gwintu, a następnie obrabiana jest cała głębokość gwintu.
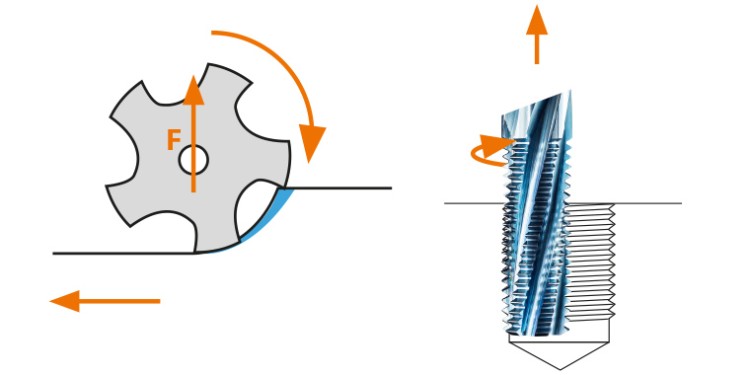
Siła promieniowa F działa w kierunku środka. Grubość wióra jest mała w miejscu wyjścia frezu.

Siła promieniowa działa w kierunku przedmiotu obrabianego. Grubość wióra jest większa w miejscu wyjścia frezu.
Frez do gwintów końcowych
W procesie frezowania gwintów z uzębieniem czołowym należy przestrzegać pewnych odchyleń w strategii obróbki, które różnią się od standardowego frezowania gwintów.
Rozkład siły skrawania
W przypadku frezu do gwintów z nacinaniem walcowo-czołowym gwint jest wykańczany do pełnej głębokości w jednym cyklu obróbki. Rozkład siły skrawania nie jest konieczny, ponieważ występujące siły promieniowe pozostają stałe nawet przy różnych głębokościach gwintu.
Konfiguracja narzędzia
Używając określonego promienia programowania (wartość RRPG), który jest wyryty laserowo na trzpieniu, użytkownik może generować gwinty zgodne ze wskaźnikiem gwintu, już od pierwszego gwintu.
Strategia
Frez do gwintów z uzębieniem czołowym przeznaczony jest do obróbki lewostronnej. W ten sposób obróbka jest wykonywana jako frezowanie współbieżne dla gwintów prawych i jako frezowanie przeciwstawne dla gwintów lewoskrętnych. Chłodzenie sprężonym powietrzem umożliwia bardzo dużą produkcję na narzędzie w materiałach hartowanych do 63 HRC. Pogłębiacz do ochrony gwintu można wykonać przed właściwym procesem frezowania gwintu lub po nim.
Proces frezowania gwintów
Geometria powierzchni czołowej tworzy średnicę rdzenia gwintu. Powierzchnia czołowa jest zaprojektowana w taki sposób, że po osiągnięciu środka zakresu tolerancji gwintu otwór pod gwint ⌀ leży w tolerancji otworu pod gwint. W ten sposób uzyskuje się średnicę otworu pod gwint, a także gwintu. Pierwsza krawędź skrawająca końcowego frezu do gwintów służy jako wejście stożkowe dla profilu gwintu. W procesie frezowania gwintów wykonuje główną pracę obróbkową polegającą na wygenerowaniu gotowego profilu gwintu. Druga krawędź tnąca wykonuje prace wykończeniowe. Obróbka trzeciej krawędzi skrawającej jest bardzo mała, służy ona raczej do czyszczenia gwintu niż wykonania przejścia bez skrawania.

Podobnie jak w przypadku frezu do gwintów, warunkiem wstępnym użycia frezu do gwintów z wiertłem okrągłym jest sterowanie 3D CNC. W przeciwieństwie do frezowania gwintów, frez do gwintów z wiertłem kołowym zagłębia się w materiale ruchem spiralnym bez otworu pod gwint. Wiercenie, frezowanie gwintów i fazowanie jest możliwe w jednej operacji.
Wiercenie frezem do gwintów okrągłych jako rozwiązanie problemu dla szerokiego zakresu wymagań:
Frez do gwintów z wiertłem kołowym oznacza niezawodność procesu, zwłaszcza w przypadku zadań związanych z obróbką wykańczającą skomplikowanych elementów. Doskonale nadaje się do gwintowania gwintu na pochyłych lub nierównych powierzchniach.
Niemożliwe jest odchylenie frezu do gwintów z okrągłym wiertłem z powodu skośnych wlotów i wylotów gwintów. Nadaje się również do niestabilnych warunków mocowania. Nawet w przypadku materiałów trudnych do obróbki do 63 HRC narzędzie to zapewnia doskonałą niezawodność procesu.