






















{{ name }}
Art.-nr. {{ combinedCodeWithHighlight }}
Sagsnummer:

Inden for produktionsteknologien er fremstilling af indvendige gevind en af de mest krævende opgaver inden for bearbejdning.Gevindfremstilling finder ofte sted i slutningen af en produktionsproces og er derfor afgørende for emnets kvalitet. Defekte gevind er generelt ensbetydende med høje ekstraomkostninger. Processikkerhed har absolut højeste prioritet, men der skal også opnås korte cyklustider og omkostningseffektive produktionsprocesser.
1. Fremstillingsprocessen: Gevindskæring
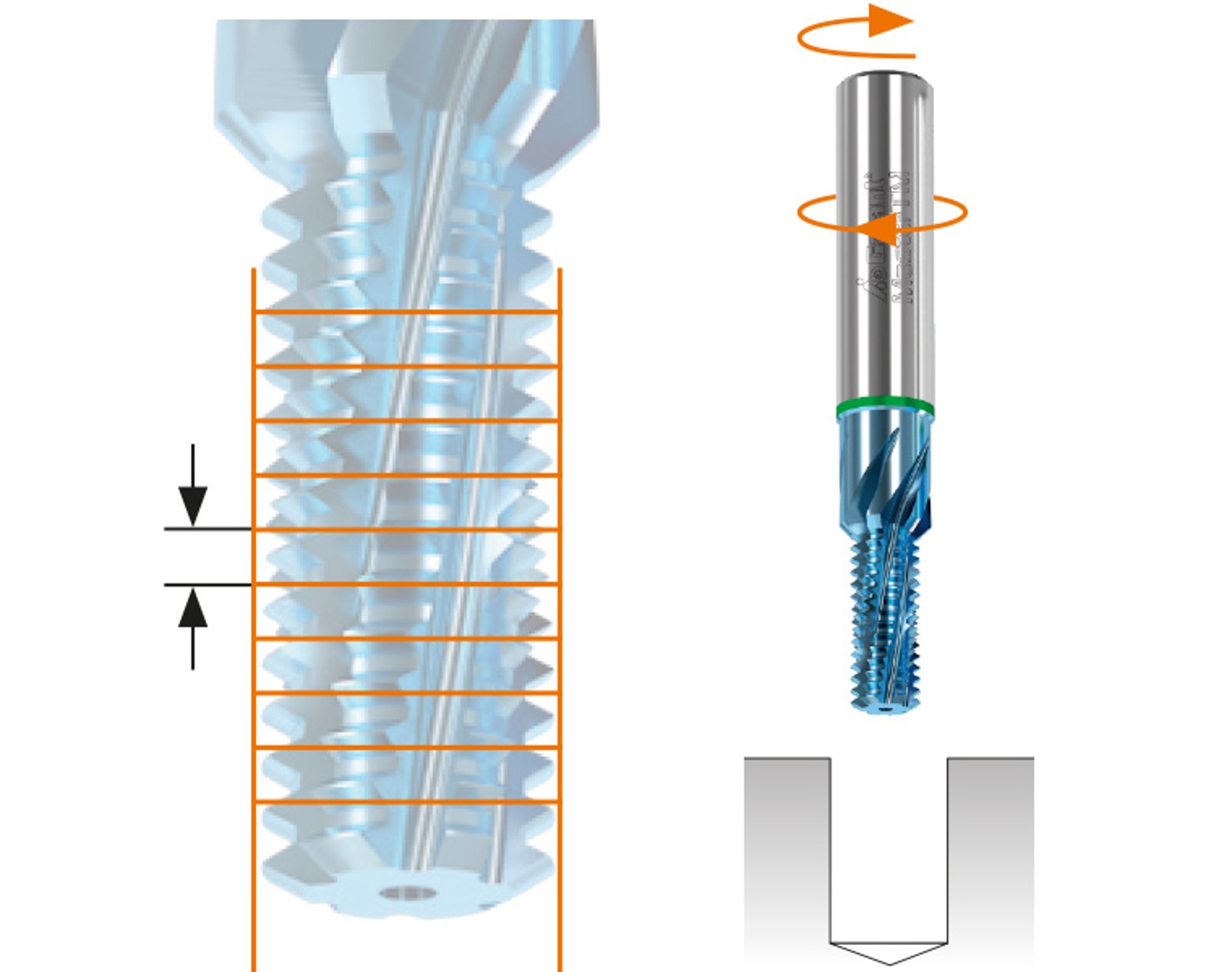
2. Fremstillingsprocessen: Gevindformning
3. Fremstillingsprocessen: Gevindfræsning
4. Fremstillingsprocessen: Borecirkulærgevindfræsning

Gevindskæring er den mest kendte metode til fremstilling af indvendige gevind.
Høj produktivitet, relativt lave omkostninger og universelle anvendelsesmuligheder (på konventionelle værktøjsmaskiner, transfersystemer, maskincentrer) er de vigtigste overvejelser. Snittappe i HSS / HSS-E / HSS-E-PM / HM opfylder brugernes forskellige krav.
Specielle overvejelser ved fremstilling af gevind
Under gevindfremstilling er der en formtilpasning mellem værktøjet og emnet. Gevindstørrelse, gevindstigning og tolerance er nøjagtigt defineret af snittappen. Sammenlignet med boring eller fræsning medfører dette dog specifikke problemer under bearbejdningen:
Når du vælger en snittap, skal du vælge den længst mulige form for ansnit. Et længere ansnit lægger mindre pres på værktøjet og reducerer dermed belastningen på skærekanterne. Dette aspekt får stadig større betydning, efterhånden som materialets trækstyrke stiger.
Med disse snittappe med spiralformet spids (med lige not) bliver spånerne suget nedad i tilspændingsretningen og falder ud nedad, når værktøjet bryder igennem. Derfor er disse værktøjer uegnede til brug i bundhuller. Når rotationsretningen er omvendt, bliver den sammenpressede spån ikke skåret af og sætter sig fast.
Hvis disse snittappe anvendes i bundhuller, er skader på gevindet eller brud på værktøjet uundgåelige. Snittappe uden spiralformet spids anvendes til bearbejdning af skøre materialer. På grund af sprøde materialers tendens til at danne diskontinuerlige spåner kan værktøj af denne konstruktion anvendes både til gevindskæring i gennemgående huller og til gevindskæring i bundhuller.

6 - 8 omdrejninger til ansnit, til korte gennemgående huller.

4 - 5 omdrejninger med skraldeansnit, universel til gennemgående huller.

4 - 5 omdrejninger til ansnit, til gennemgående og bundhuller.
Generelt stiller produktionen af et bundhulsgevind højere krav til værktøjet. Spånerne skal transporteres opad via spånrillen. Når spånroden vendes og skæres, virker store torsionskræfter på snittappen.

4 - 5 omdrejninger til ansnit, til bundhuller med langt gevindudløb.

2 - 3 omdrejninger til ansnit, til universel brug.

1,5 - 2 omdrejninger til ansnit, kort gevindudløb til størstmulige gevinddybder.
For at gøre det nemt og korrekt at vælge et produkt er vores snittappe opdelt i grupper:

Under gevindformning fremstilles gevindene ved koldformning, og det er ikke nødvendigt med spåndannelse og spånudtagning. Denne fordel gør det muligt at anvende snittappen pålideligt til bund- og gennemgående gevind, selv med kritiske L×D-forhold på mere end 4×D gevinddybde.
Belastningsfaser i gevindformningsprocessen
Drejningsmomentbelastningen på værktøjet er op til 30 % højere ved gevindformning sammenlignet med gevindskæring. Da en rulletap ikke har brug for spånkamre til spånudtagning, kan værktøjets kernediameter konstrueres mere stabilt. Det betyder, at en rulletap kan anvendes pålideligt selv ved de højeste krav.
Følgende faktorer har den største indflydelse på udviklingen af drejningsmomentet:
For at holde momentkræfterne så lave som muligt skal der vælges den optimale kernehulsdiameter og et smøremiddel af høj kvalitet.
Forudsætningen for at bruge en gevindfræser er en 3D CNC-styring.
Efter indføring til arbejdsdybden dykker værktøjet radialt ned i emnet i en spiralformet bevægelse for at reducere belastningen. Ved at dreje gevindfræseren og samtidig bevæge de tre hovedakser på bearbejdningscentret, produceres gevindet nu i en 360° bevægelse.
Gevindfræsere tilbyder en bred vifte af anvendelsesmuligheder:
Optimering ved brug af gevindfræsere
En gevindfræser bruges normalt til at fremstille det komplette gevind i en 360° bevægelse. Ved særlige krav kan en opdeling af skærekraften være nyttig. Ændring af kørselsretningen kan også optimere arbejdsresultatet.
Emneprogrammering:
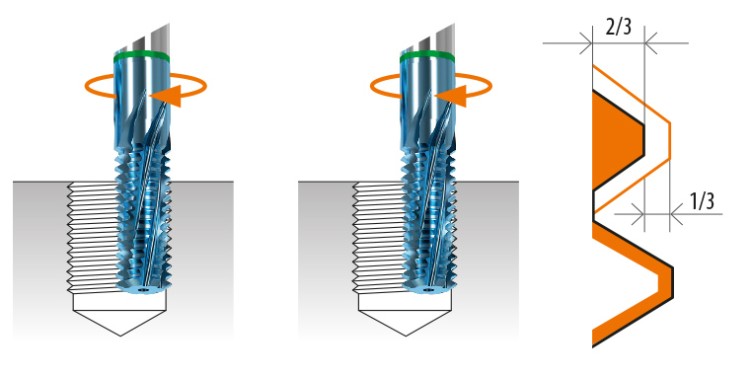
Gevindet dannes først ca. 2/3 og derefter til sidst i et andet trin..

Her fremstilles først en del af gevindet, og derefter bearbejdes hele gevinddybden.
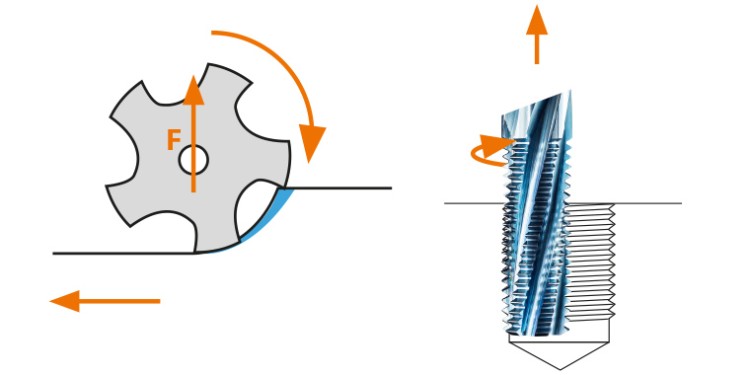
Den radiale kraft F virker i retning af centrum. Lav spåntykkelse ved skærekantudgang

Den radiale kraft F virker i retning af emnet. Større spåntykkelse ved skærekantudgang

Ligesom med gevindfræseren er en 3D CNC-styring også en forudsætning for brugen af en rund gevindfræser. I modsætning til gevindfræsning dykker den cirkulære gevindfræser ind i materialet med en spiralformet bevægelse uden kernehulsboring. Boring, gevindfræsning og affasning er muligt med kun én arbejdsgang.
Borecirkulærgevindfræsere som problemløsere til de mest forskelligartede krav:
Borecirkulærgevindfræsere står for processikkerhed, især ved færdigbearbejdning af komplekse komponenter. Den er særdeles velegnet til at fremstille gevind på skrå eller ikke plane flader.
Indgangs- og udgangsoverflader, der er skæve, vil ikke få den endeafskærende gevindfræser til at køre af led. Den er også velegnet til ustabile spændingsforhold. Dette værktøj giver fremragende processikkerhed, selv ved svært bearbejdelige materialer op til 63 HRC.
Borecirkulærgevindfræsere:
Ved borecirkulærgevindfræsningsprocessen skal der tages hensyn til visse afvigelser i bearbejdningsstrategien, som adskiller sig fra standard gevindfræsningen.
Fordeling af skærekraften:
Med en borecirkulærgevindfræser færdiggøres gevindet i en enkelt bearbejdningscyklus til måldybde. Det er ikke nødvendigt med en skærekraftfordeling, da de radiale kræfter, der opstår, forbliver konstante, selv med forskellige gevinddybder.
Opsætning af værktøj:
Ved hjælp af den angivne programmeringsradius (RPRG-værdi), som er laseret på skaftet, kan brugeren straks fremstille et nøjagtigt gevindhul til den første gevindskæring.
Strategi:
Den cirkulære gevindfræser er beregnet til venstrehåndsskæring. Derfor bearbejdes højre gevind i samme retning og venstre gevind i den modsatte retning. Køling med trykluft giver den højeste levetid i hærdede materialer op til 63 HRC. Gevindbeskyttelsesforsænkningen kan enten genereres før eller efter selve gevindfræsningen.
Gevindfræsningsprocessen:
Geometrien ved skærefladen skaber gevindets kernediameter. Skærekanten er konstrueret således, at når gevindtolerancecentret er nået, er kernehullet inden for kernehulstolerancen. Dermed opnås kernehullets og samtidig gevindets nøjagtighed. Den første skærekant af den cirkulære gevindskærer tjener som forskærer af gevindprofilen. Den udfører det vigtigste skærende arbejde i den færdige gevindprofil i gevindfræsningsprocessen. Den anden skærekant udfører det afsluttende arbejde. Det tredje skær er meget lille og tjener mere til at rense tråden som et tomt snit.