


































{{ name }}
Cikkszám {{ combinedCodeWithHighlight }}
Cikkszám:

A menet megmunkálása gyakran a gyártási folyamat végén van, ezért meghatározó a munkadarab minősége szempontjából. A hibás menetek általában magas többletköltséget jelentenek. A folyamatok megbízhatósága abszolút elsőbbséget élvez, de figyelembe kell venni a rövid ciklusidőket és a gazdaságos gyártási folyamatokat is.
1. gyártási folyamat: menetfúrás
2. gyártási folyamat: menetformálás
3. gyártási folyamat: menetmarás
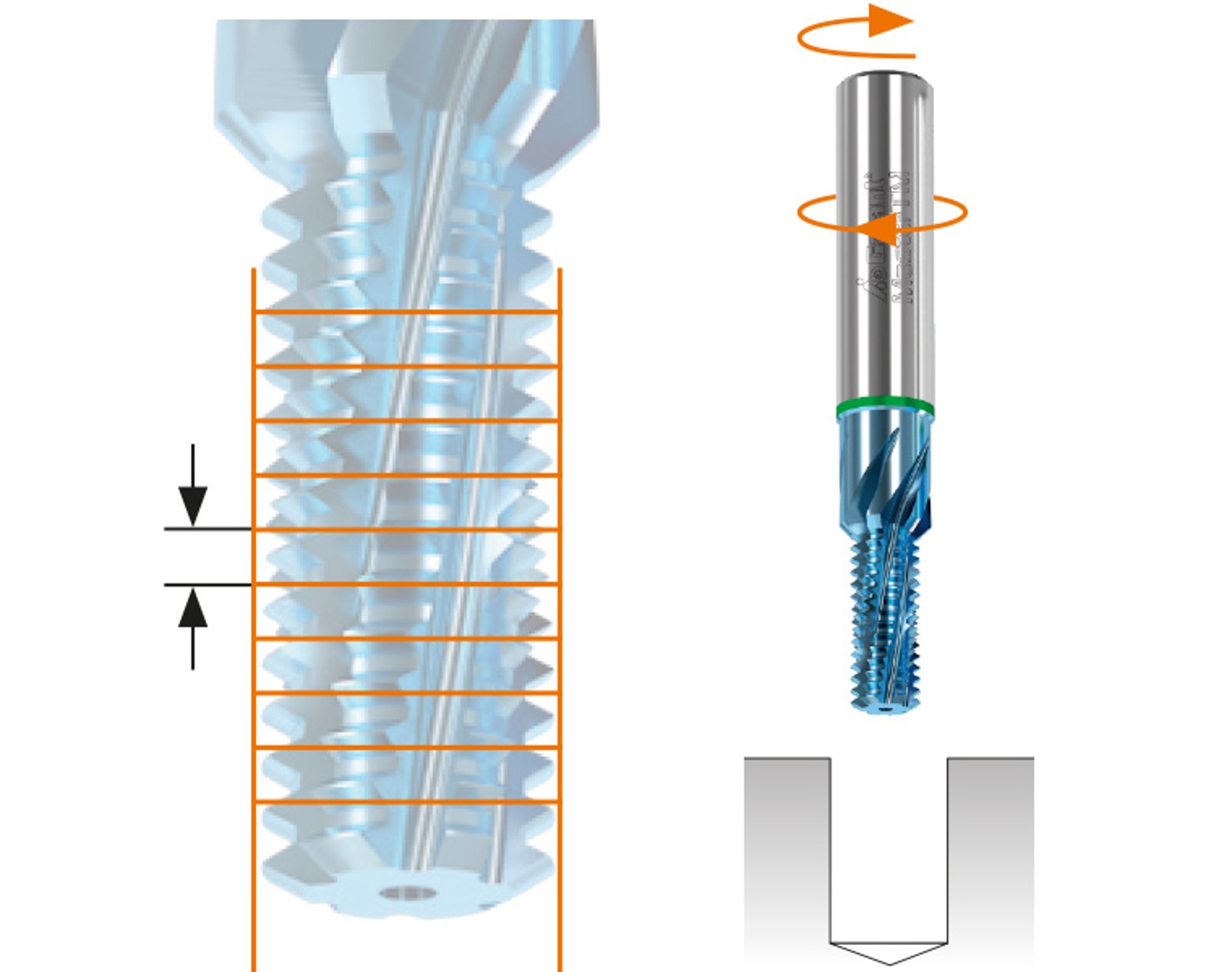
4. gyártási folyamat: körmenetes marás fúrása
Általános megnevezések és megjegyzések:

A menetfúrás a legismertebb eljárás a belső menetek előállítására.
Magas termelékenység, a viszonylag alacsony költségek és az univerzális alkalmazási lehetőségek (hagyományos szerszámgépeken, transzferrendszereken, megmunkáló központokon). A HSS /HSS-E /HSS-E-PM/VHM csapok megfelelnek a felhasználói követelményeknek.
A menetgyártás sajátosságai
A menetgyártás során a szerszám és a munkadarab között formaillesztés történik. A pontos menetméretet, a menetemelkedést és a tűrést a menetfúró határozza meg. Ez azonban speciális problémákat okoz a feldolgozás során a fúráshoz vagy maráshoz képest:
A géporsó forgási sebességét össze kell hangolni az előtolási tengely fordulatszámával.
A menet kiválasztásakor az ólom alakjának a lehető leghosszabbnak kell lennie. A hosszú letörés kevésbé terheli a szerszámot és a vágóél terhelését is csökkenti. Ez a szempont az anyag szilárdságának növekedésével egyre fontosabbá válik.
Gépi menetfúró átmenő furathoz
Ezekkel az (egyenes hornyos) spirálhegyű menetfúrókkal a forgács lefelé ürül az előtolás irányában és leesik, amikor a szerszám megáll. Ezért ezek a szerszámok nem alkalmasak zsákfuratok megmunkálására. Ha a forgásirány megfordul (fordított), az összenyomott forgács nem nyíródik le és nem szorul be.
Ha ezeket a menetfúrókat zsákfurat megmunkálására használja, elkerülhetetlen a menet sérülése vagy a szerszám eltörése. Törékeny anyagok megmunkálásakor spirálhegy nélküli, egyenes hornyos menetfúrókat használnak. A rideg anyagok omladozó forgácsképződésre való hajlama miatt az ilyen típusú szerszámok átmenő furatok és zsákfuratok megmunkálására is használhatók.
A zsákfurat menetének készítése általában nagyobb kihívások elé állítja a szerszámot. A forgácsot a forgácshornyon keresztül “szállítja” fel, valamint kicsavarozáskor és a forgácsgyökér lenyírásánál nagy torziós erők hatnak a csapra.
Az egyszerű és helyes termékválasztás érdekében menetfúróinkat a következő csoportokra osztjuk:

A menetformázással a menetek hidegalakítással jönnek létre, a forgácsképződés és a forgácselszívás megszűnik. Ez az előny azt jelenti, hogy a menetformázó megbízhatóan használható zsák- és átmenőfuratokhoz, még 4×D menetmélységnél nagyobb kritikus L×D arány esetén is.
Terhelési fázisok a menetformálási folyamatban
Akár 30%-kal nagyobb nyomatékterhelés menetformálásnál, mint menetfúrásnál. Mivel a menetformázóhoz nincs szükség forgácskamrákra a forgácselszíváshoz, a szerszám magátmérője stabilabbra tervezhető. Ennek eredményeként a menetformázó a legmagasabb követelmények mellett is megbízhatóan használható.
A következő tényezők befolyásolják a legnagyobb mértékben a nyomaték alakulását:
Annak érdekében, hogy a nyomatékerők a lehető legalacsonyabbak legyenek, az optimális magfurat átmérőt és jó minőségű kenőanyagot kell kiválasztani.
.
A menetmaró használatának előfeltétele a 3D CNC vezérlés. A munkamélységbe történő fogásvétel után a szerszám spirális mozgással sugárirányban belemerül a munkadarabba a terhelés csökkentése érdekében. A menet 360°-os mozgásban készül a menetmaró forgatásával és a megmunkáló központ három fő tengelyének egyidejű mozgatásával.
A menetmarók a lehetséges alkalmazások széles skáláját kínálják:
Optimalizálás menetmaró használatakor
A menetmaróval a teljes menet általában 360°-os mozgással készül. Különleges követelmények esetén hasznos lehet a forgácsolóerő-elosztás. A futási irány megváltoztatásával a munka eredménye is optimalizálható.
Alkatrész programozás:
Vágóerő-elosztás (javaslatok) a kritikus marási lehetőségekhez:

A menetmaróhoz hasonlóan a körkörös fúró menetmaró használatának előfeltétele a 3D CNC vezérlés. A menetmarástól eltérően a körkörös fúrómenet-maró magfurat nélkül, csavarmenetes mozgással belemerül az anyagba. A fúrás, menetmarás és letörés egyetlen művelettel lehetséges.
Fúró körmenetes maró, mint problémamegoldó sokféle követelményhez:
A kör alakú fúrómenetes maró a folyamatok megbízhatóságát jelenti, különösen az összetett alkatrészek végső megmunkálási feladatainál. Kiválóan alkalmas ferde vagy egyenetlen felületek befűzésére.
A körkörös fúrómenet-maró nem tud eltérni a ferde menet be- és kimenetek miatt. Alkalmas instabil rögzítési körülményekhez is. Még a nehezen megmunkálható anyagoknál is, az eszköz folyamatai 63 HRC-ig kiemelkedő megbízhatóságot kínál.
Körmenetes marók fúrása:
A fúró körmenetes marásnál figyelembe kell venni a megmunkálási stratégia bizonyos eltéréseit, amelyek különböznek a szokásos menetmarástól.
Vágóerő-eloszlás:
A körkörös fúrómenet-maróval a menetet egyetlen megmunkálási ciklussal a menetmélységig a mérethez igazodik. A forgácsolóerők elosztása nem szükséges, mivel a fellépő radiális erők változatlanok maradnak, még a különböző menetmélységek esetén is.
Szerszámbeállítás:
A megadott programozási sugár (RPRG érték) segítségével, amelyet a szárra lézereznek, a felhasználó az első menettel azonnal mérethű menetes furatot készíthet.
Stratégia:
A fúró körmenetes marója balos vágású. Ezért a jobb oldali meneteket megegyező irányban, a bal oldali meneteket pedig ellenirányban gyártják. A sűrített levegővel történő hűtés maximális élettartamot tesz lehetővé, edzett anyagokban 63 HRC-ig. A menetvédő süllyesztés akár a menetmarás előtt, akár utána létrehozható.
Menetmarási folyamat:
A homlokvágóél geometriája hozza létre a menet magátmérőjét. A homlokvágóél úgy van kialakítva, hogy a menettűrés középpontjának elérésekor a magfurat ⌀ a magfurat tűréshatárán belül legyen. Ez biztosítja, hogy a magfurat és a menet a méretnek megfelelő legyen. A fúró körmenetes maró első vágóéle a menetprofil elővágójaként szolgál. A menetmarás során a fő megmunkálási munkát a kész menetprofilon végzi. A második vágóél végzi a befejező munkát. A harmadik vágóél megmunkálási ereje kicsi, és inkább a menet tisztítására szolgál, mint az üres vágásokhoz.