






















{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:

Le filetage intervient souvent à la fin d’un processus de fabrication et est donc décisif pour la qualité de la pièce. Des filets défectueux impliquent généralement d’importants coûts supplémentaires. La sécurité de processus a dès lors une priorité absolue, mais il convient également de veiller à des cadences courtes et des cycles de production économiques.
1. Procédé : taraudage
2. Procédé : taraudage par déformation
3. Procédé : fraisage de filets
4. Procédé : fraisage-alésage par interpolation

Le taraudage est le procédé le plus connu pour la réalisation de filetages intérieurs.
Productivité élevée, coûts comparativement bas et possibilités d’utilisation universelles (sur machines-outils classiques, installations de transfert, centres d’usinage) sont des atouts majeurs. Les tarauds en HSS/HSS-E/HSS-E-PM/carbure monobloc répondent à toutes les exigences de l’utilisateur.
Particularités du taraudage
Pendant le taraudage, une liaison mécanique est établie entre l’outil et la pièce. La taille de filetage, le pas de filetage et la tolérance sont définis avec précision à l’aide du taraud. Par rapport au perçage ou au fraisage, cela donne toutefois lieu à des problèmes spécifiques lors de l’usinage :
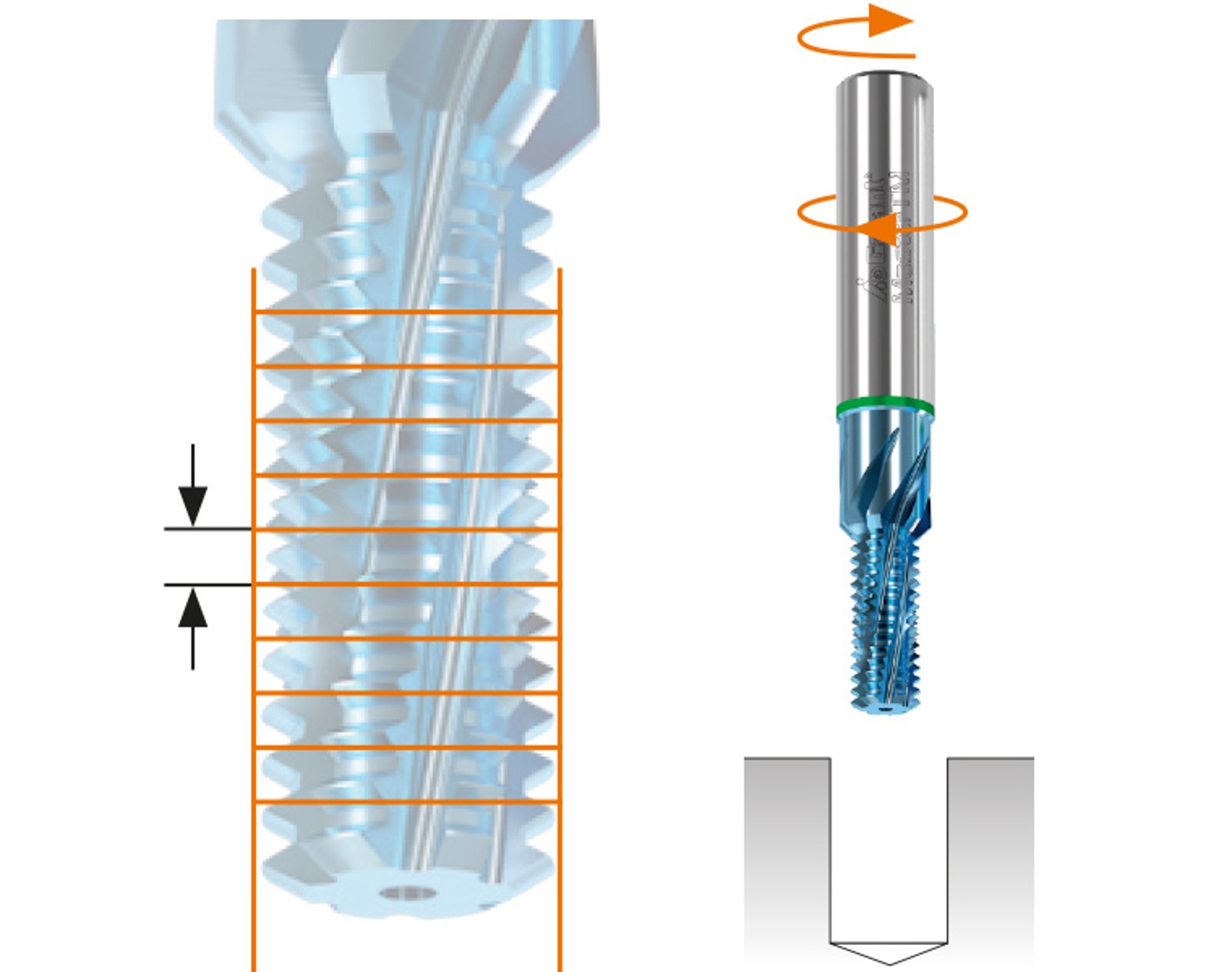
Lors du choix du taraud, il convient de sélectionner une entrée la plus longue possible. Une entrée longue sollicite moins l’outil et la charge sur les arêtes de coupe est réduite. Cet aspect gagne en importance en cas de résistance croissante du matériau.
Pour ces tarauds (à goujures droites) avec entrée GUN, le copeau est évacué vers le bas dans le sens de l’avance et se détache lors de la sortie de l’outil. C‘est pourquoi ces outils ne conviennent pas pour l‘usinage de trous borgnes. En cas d’inversion du sens de rotation, le copeau refoulé n’est pas cisaillé et est coincé.
L‘utilisation de ces tarauds pour l‘usinage de trous borgnes entraînerait inévitablement un endommagement du filetage ou un bris de l‘outil. Lors de l’usinage de matériaux cassants, des tarauds à goujures droites sans entrée GUN sont utilisés. En raison de la tendance des matériaux cassants à former des copeaux en poussières, il est possible d’utiliser les outils de ce type à la fois pour l’usinage de trous débouchants et de trous borgnes.

Entrée sur 6-8 filets, pour trous débouchants courts.

4-5 filets avec entrée GUN, utilisation universelle pour les trous débouchants

Entrée sur 4-5 filets, pour trous débouchants ou borgnes
En général, la réalisation d’un filetage borgne est plus exigeante pour l’outil. Les copeaux doivent être amenés vers le haut via la goujure. Lors de l’inversion et du cisaillement de la racine du copeau, des forces de torsion importantes s’exercent sur le taraud.

Entrée sur 4-5 filets, pour trous borgnes avec fin du filetage longue.

Entrée sur 2-3 filets, pour utilisation universelle.

Entrée sur 1,5-2 filets, fin du filetage courte pour des taraudages en limite de fond de trou.
Pour une sélection aisée et correcte des produits, nos tarauds sont répartis en groupes :

Lors du taraudage par déformation, les filets sont produits par formage à froid ; la formation et l’évacuation des copeaux sont supprimés. Grâce à cet avantage, le taraud à refouler peut être utilisé en toute sécurité pour le filetage de trous borgnes et débouchants, même en cas de rapports L×D critiques d’une profondeur de filetage supérieure à 4×D.
Phases de charge lors du taraudage par déformation
Lors du taraudage par déformation, la charge du couple sur l’outil est jusqu’à 30 % plus élevée par rapport au taraudage. Etant donné qu’un taraud à refouler ne nécessite pas de goujures pour l’évacuation des copeaux, le diamètre d’âme peut être conçu pour être plus stable sur l’outil. Un taraud à refouler peut ainsi être utilisé en toute sécurité, même avec les exigences les plus strictes.
Les facteurs suivants ont une influence majeure sur le développement du couple :
Pour minimiser les forces de couple, il est nécessaire de choisir le diamètre d’avant-trou optimal et un lubrifiant de haute qualité
L’utilisation d’une fraise à fileter nécessite une commande CNC 3D.
Après l’approche à la profondeur de travail, l’outil pénètre radialement dans la pièce dans un mouvement hélicoïdal afin de réduire la charge. La rotation de la fraise à fileter et le mouvement simultané des trois axes principaux du centre d’usinage permettent alors de réaliser le filetage en un mouvement de 360°.
Les fraises à fileter offrent de nombreuses possibilités d’utilisation :
Optimisation en cas d’utilisation de fraises à fileter
Une fraise à fileter permet généralement de réaliser le filetage complet en un mouvement de 360°. Pour des exigences particulières, une répartition de l’effort de coupe peut s’avérer judicieuse. Une modification du sens de fonctionnement peut également optimiser les résultats.
Programmation de la pièce :
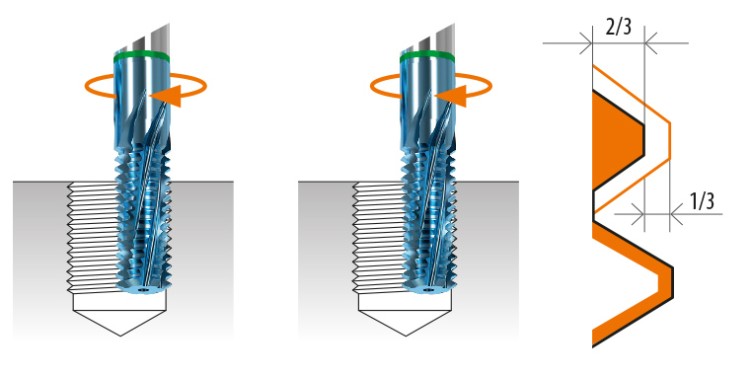
Le filetage est d’abord formé à env. 2/3, puis terminé lors d’une deuxième étape.

Dans ce cas, une partie seulement du filetage est réalisée, puis la profondeur de filetage totale est usinée.
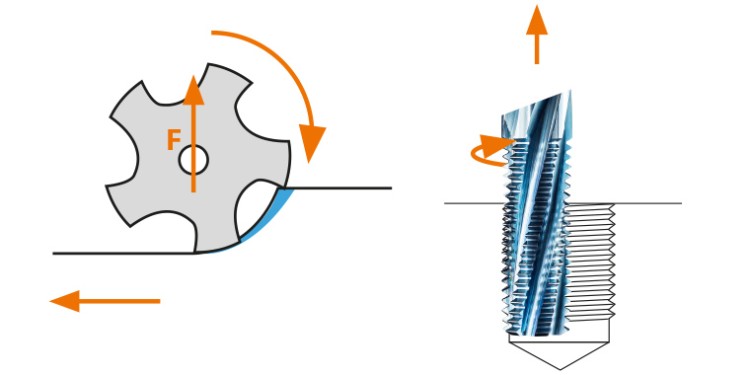
La force radiale F s’exerce en direction du centre. Faible épaisseur de copeau à la sortie de l‘arête de coupe

La force radiale F s’exerce en direction de la pièce. Epaisseur de copeau plus élevée à la sortie de l‘arête de coupe
Fraise à fileter circulaire :
Lors du processus de fraisage-alésage par interpolation, il convient de tenir compte de certaines divergences dans la stratégie d’usinage, qui diffèrent du fraisage de filets standard.
Répartition de l’effort de coupe :
Une fraise à fileter circulaire permet de réaliser un filetage calibré à la profondeur de filetage requise en un seul cycle d’usinage. Une répartition de l’effort de coupe n’est pas nécessaire, car les forces radiales générées restent constantes, même à des profondeurs de filetage différentes.
Mise en place de l’outil :
A l’aide du rayon de programmation indiqué (valeur RPRG), gravé au laser sur la queue, l’utilisateur peut immédiatement réaliser un alésage fileté calibré lors du premier filetage.
Stratégie :
La fraise à fileter circulaire est de type coupe à gauche. C’est pourquoi l’usinage s’effectue en avalant pour les filetages à droite et en opposition pour les filetages à gauche. Le refroidissement à l’air comprimé permet d’atteindre des volumes maximum dans les matériaux trempés jusqu’à 63 HRC. Le chanfreinage de protection peut être réalisé avant le processus de fraisage de filets proprement dit ou ultérieurement.
Fraisage de filets :
La coupe au centre produit le diamètre d’âme du filetage. L’arête frontale est conçue de manière à ce que le ⌀ d’avant-trou se situe dans la tolérance d’avant-trou une fois le milieu de la tolérance de filetage atteint. Ainsi, l’exactitude du calibrage de l’avant-trou et du filetage est atteinte. La première arête de la fraise à fileter circulaire sert d’ébaucheur du profil de filet. Au cours du processus de fraisage de filets, elle effectue le travail d’usinage principal du profil de filet terminé. La deuxième arête assure le travail de finition. Le travail d’usinage de la troisième arête est très faible et sert plutôt au nettoyage du filetage que de coupe à vide.

L’utilisation d’une fraise à fileter circulaire nécessite, comme pour une fraise à fileter classique, une commande CNC 3D. Contrairement au fraisage de filets, la fraise à fileter circulaire pénètre dans le matériau avec un mouvement hélicoïdal sans perçage d’avant-trou. Le perçage, le fraisage de filets et le chanfreinage sont possibles en une seule opération.
Fraises à fileter circulaires pour répondre aux exigences les plus diverses :
Une fraise à fileter circulaire est synonyme de sécurité de processus, notamment pour les tâches d’usinage finales sur des pièces complexes. Elle est idéale pour le filetage sur des surfaces inclinées ou non planes.
Tout glissement de la fraise à fileter circulaire en raison des entrées et sorties de filets obliques est exclu. Elle convient également pour des conditions de serrage instables. Cet outil offre une excellente sécurité de processus même pour les matériaux difficilement usinables jusqu’à 63 HRC.