






















{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:

Das Gewinde steht oft am Ende eines Herstellungsprozesses und ist damit entscheidend für die Qualität des Werkstückes. Fehlerhafte Gewinde bedeuten meist hohe Mehrkosten. Prozesssicherheit hat absoluten Vorrang, aber auch kurze Taktzeiten und wirtschaftliche Fertigungsabläufe müssen beachtet werden.
1. Herstellungsverfahren: Gewindebohren
2. Herstellungsverfahren: Gewindeformen
3. Herstellungsverfahren: Gewindefräsen
4. Herstellungsverfahren: Bohrzirkulargewindefräsen

Das Gewindebohren ist das bekannteste Verfahren zur Herstellung von Innengewinden.
Hohe Produktivität, vergleichsweise niedrige Kosten und universelle Einsatzmöglichkeiten (auf konventionellen Werkzeugmaschinen, Transferanlagen, BAZ) stehen hier im Vordergrund. Gewindebohrer aus HSS /HSS-E /HSS-E-PM/VHM erfüllen die jeweiligen Anforderungen des Anwenders.
Besonderheiten der Gewindeherstellung
Während der Gewindeherstellung besteht ein Formschluss zwischen Werkzeug und Werkstück. Gewindegröße, Gewindesteigung und Toleranz sind exakt über den Gewindebohrer definiert. Daraus ergeben sich im Vergleich zum Bohren oder Fräsen jedoch spezifische Probleme bei der Bearbeitung:
Bei der Auswahl des Gewindebohrers sollte eine möglichst lange Anschnittform gewählt werden. Ein langer Anschnitt beansprucht das Werkzeug weniger stark, die Schneidkantenbelastung wird reduziert. Dieser Aspekt gewinnt bei steigender Materialfestigkeit an Bedeutung.
Bei diesen (gerade genuteten) Gewindebohrern mit Schälanschnitt wird der Span in Vorschubrichtung nach unten abgeführt und fällt bei Austritt des Werkzeuges nach unten. Deshalb sind diese Werkzeuge nicht für die Grundlochbearbeitung geeignet. Bei der Drehrichtungsumkehr (reversieren) würde der gestauchte Span nicht abgeschert werden und verklemmen.
Bei einem Einsatz dieser Gewindebohrer zur Grundlochbearbeitung wären Beschädigungen des Gewindes oder Werkzeugbrüche unvermeidlich. Bei der Bearbeitung spröder Materialien kommen gerade genutete Gewindebohrer ohne Schälanschnitt zur Anwendung. Durch die Neigung der spröden Materialien zur Bröckelspanbildung können Werkzeuge dieser Bauweise sowohl zur Durchgangsloch- als auch zur Grundlochbearbeitung eingesetzt werden.

6 - 8 Gang Anschnitt, für kurze Durchgangslöcher.

4 - 5 Gang mit Schälanschnitt, universell für Durchgangslöcher

4 - 5 Gang Anschnitt, für Durchgangs- oder Grundlöcher
Allgemein stellt die Herstellung eines Grundloch-Gewindes höhere Ansprüche an das Werkzeug. Die Späne müssen über die Spannut nach oben befördert werden. Beim Reversieren und Abscheren der Spanwurzel wirken hohe Torsionskräfte auf den Gewindebohrer ein.

4 - 5 Gang Anschnitt, für Grundlöcher mit langem Gewindelauf.

2 - 3 Gang Anschnitt, für universellen Einsatzbereich.

1,5 - 2 Gang Anschnitt, kurzer Gewindeauslauf für größtmögliche Gewindetiefen.
Für die einfache und richtige Produktauswahl sind unsere Gewindebohrer in Gruppen eingeteilt:

Beim Gewindeformen werden die Gewinde durch Kaltverformung erzeugt, Spanbildung und Spanevakuierung entfallen. Durch diesen Vorteil kann der Gewindeformer prozesssicher für Grund- und Durchgangslochgewinde eingesetzt werden, auch bei kritischen L×D Verhältnissen von über 4×D Gewindetiefe.
Belastungsphasen im Gewindeformprozess
Die Drehmomentbelastung auf das Werkzeug liegt beim Gewindeformen bis zu 30% höher im Vergleich zum Gewindebohren. Da ein Gewindeformer keine Spankammern zur Späne Evakuierung benötigt, kann der Seelendurchmesser am Werkzeug stabiler ausgelegt werden. Hierdurch kann ein Gewindeformer auch bei höchsten Anforderungen prozesssicher eingesetzt werden.
Folgende Faktoren haben den größten Einfluss auf die Drehmomententwicklung:
Um die Drehmomentkräfte möglichst gering zu halten, sollte der optimale Kernlochdurchmesser und ein hochwertiges Schmiermedium gewählt werden
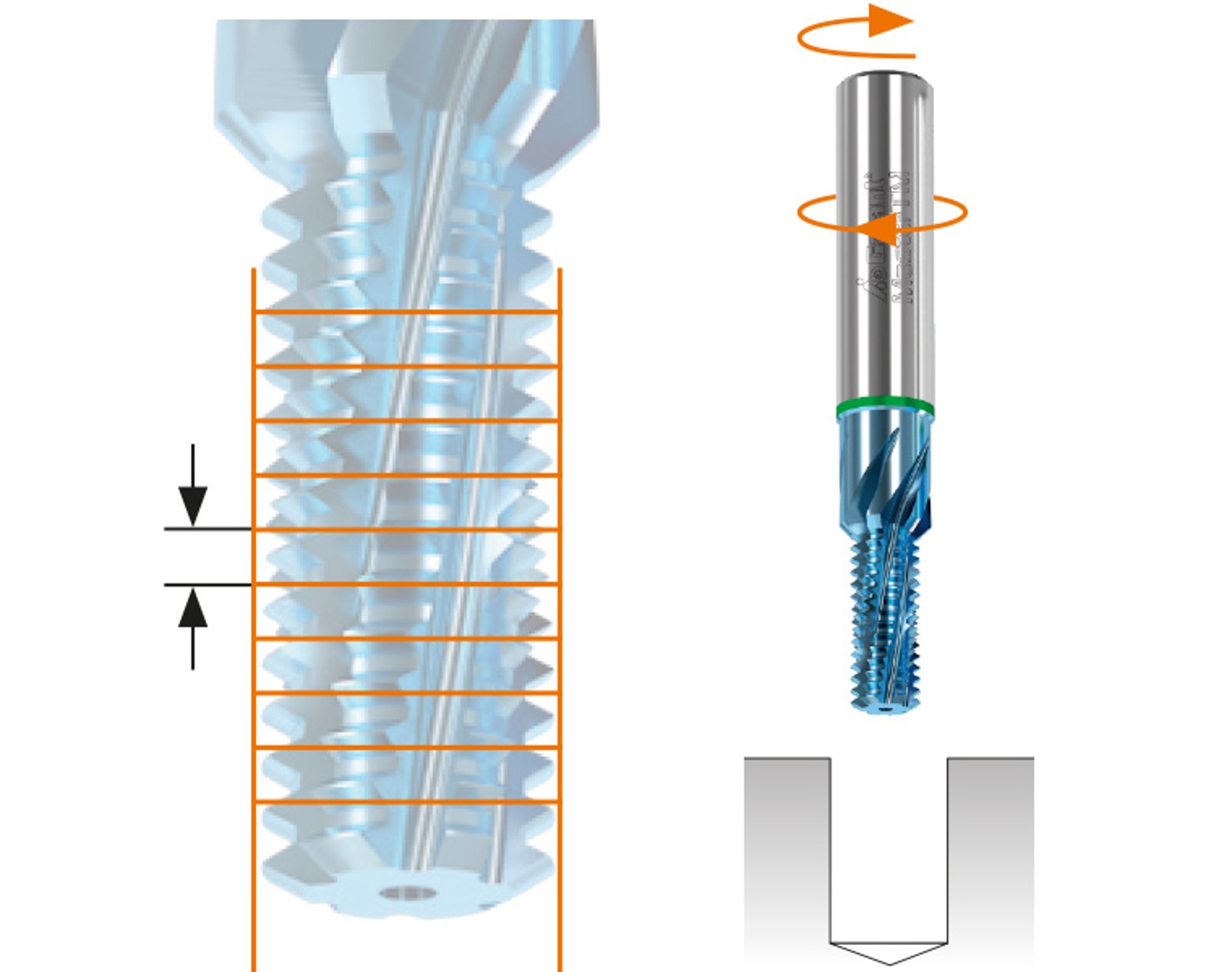
Voraussetzung für den Einsatz eines Gewindefräsers ist eine 3D-CNC-Steuerung.
Nach der Zustellung auf die Arbeitstiefe taucht zur Belastungsreduzierung das Werkzeug in einer spiralförmigen Bewegung radial in das Werkstück ein. Durch Rotation des Gewindefräsers und gleichzeitiger Bewegung der drei Hauptachsen des BAZ wird nun das Gewinde in einer 360°-Bewegung erzeugt.
Gewindefräser bieten vielfältige Anwendungsmöglichkeiten:
Optimierung beim Einsatz von Gewindefräsern
Mit einem Gewindefräser wird im Normalfall das komplette Gewinde in einer 360°-Bewegung gefertigt. Bei besonderen Anforderungen kann eine Schnittkraftaufteilung sinnvoll sein. Auch eine Änderung der Laufrichtung kann das Arbeitsergebnis optimieren.
Werkstückprogrammierung:
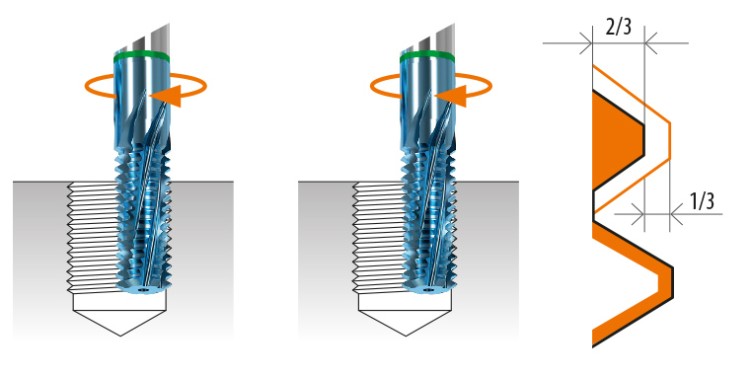
Das Gewinde wird zunächst zu ca. 2/3 und danach in einem zweiten Schritt endgültig ausgeformt.

Hier wird erst ein Teil des Gewindes hergestellt und dann die gesamte Gewindetiefe bearbeitet.
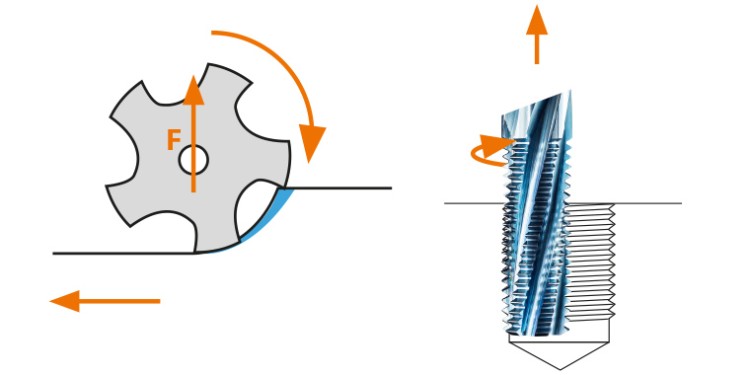
Radial-Kraft F wirkt in Richtung Zentrum. Geringe Spandicke bei Schneidenaustritt

Radial-Kraft F wirkt in Richtung Werkstück. Höhere Spandicke bei Schneidenaustritt
Bohrzirkulargewindefräser:
Beim Bohrzirkulargewindefräsprozess sind gewisse Abweichungen bei der Bearbeitungsstrategie zu beachten, welche sich vom Standard Gewindefräsen unterscheiden.
Schnittkraftaufteilung:
Mit einem Bohrzirkulargewindefräser wird das Gewinde mit einem einzigen Bearbeitungszyklus auf Gewindetiefe lehrenhaltig fertig gestellt. Eine Schnittkraftaufteilung ist nicht notwendig, da die auftretenden radialen Kräfte konstant bleiben auch bei unterschiedlichen Gewindetiefen.
Werkzeugeinrichtung:
Mithilfe des angegebenen Programmierradius (RPRG-Wert), welcher am Schaft aufgelasert ist, kann der Anwender beim ersten Gewinde sofort eine lehrenhaltige Gewindebohrung erzeugen.
Strategie:
Der Bohrzirkulargewindefräser ist linksschneidend ausgeführt. Daher erfolgt die Bearbeitung bei Rechtsgewinden somit im Gleichlauf, bei Linksgewinden demnach im Gegenlauf. Die Kühlung mit Druckluft ermöglicht höchste Standmengen in gehärteten Materialien bis zu 63 HRC. Die Gewindeschutzsenkung kann entweder vor dem eigentlichen Gewindefräsprozess erzeugt werden oder danach.
Gewindefräsprozess:
Die Stirnschneidengeometrie erzeugt den Kerndurchmesser des Gewindes. Die Stirnschneide ist so konzipiert, dass beim Erreichen der Gewindetoleranzmitte, der Kernloch-⌀ innerhalb der Kernlochtoleranz liegt. Somit wird die Lehrenhaltigkeit des Kernlochs und zugleich des Gewindes erreicht. Die erste Schneide des Bohrzirkulargewindefräsers dient als Vorschneider des Gewindeprofils. Sie leistet im Gewindefräsprozess die Hauptzerspanungsarbeit des fertigen Gewindeprofils. Die zweite Schneide leistet die Schlichtarbeit. Die Zerspanungsarbeit der dritten Schneide ist sehr gering und dient eher der Säuberung des Gewindes als Leerschnitt.

Voraussetzung für den Einsatz eines Bohrzirkulargewindefräsers ist ebenfalls wie beim Gewindefräser eine 3D-CNC-Steuerung. Anders als beim Gewindefräsen, taucht der Bohrzirkulargewindefräser mit einer Helixbewegung in das Material ohne Kernlochbohrung ein. Bohren, Gewindefräsen und Fasen ist mit nur einer einzigen Operation möglich.
Bohrzirkulargewindefräser als Problemlöser für unterschiedlichste Ansprüche:
Ein Bohrzirkulargewindefräser steht für Prozesssicherheit, insbesondere bei finalen Bearbeitungsaufgaben an aufwendigen Bauteilen. Er ist hervorragend geeignet, um auf schiefen oder nicht planen Oberflächen ein Gewinde einzubringen.
Ein Verlaufen des Bohrzirkulargewindefräsers aufgrund schräger Gewinde-Ein- und Ausläufern ist ausgeschlossen. Zudem ist er für instabile Aufspannverhältnisse geeignet. Selbst bei schwer zerspanbaren Werkstoffen bis zu 63 HRC bietet dieses Werkzeug eine hervorragende Prozesssicherheit.