






















{{ name }}
Št. art. {{ combinedCodeWithHighlight }}
Koda izdelka:
EAN/GTIN:
Številka proizvajalca:

Izdelava notranjih navojev v proizvodni tehnologiji spada med najzahtevnejše naloge strojne obdelave.
Izdelava navojev pogosto poteka na koncu proizvodnega procesa in je zato ključnega pomena za kakovost obdelovanca. Defektni navoji običajno pomenijo visoke dodatne stroške. Zanesljivost procesa je absolutno najpomembnejša prednostna naloga, vendar je treba doseči tudi kratke čase ciklov in stroškovno učinkovite proizvodne procese.
1. Proizvodni proces: vrtanje navojev
2. Proizvodni proces: oblikovanje navojev
3. Proizvodni proces: rezkanje navojev
4. Proizvodni proces: vrtalno cirkularni navojni rezkarji

Vrtanje navojev je najbolj znan postopek za izdelavo notranjih navojev
Visoka produktivnost, relativno nizki stroški in univerzalne možnosti delovanja (na običajnih obdelovalnih strojih, prenosnih sistemih, obdelovalnih centrih) so glavni dejavniki. Za izpolnjevanje posebnih zahtev uporabnika so na voljo navojni svedri iz HSS / HSS-E / HSS-E-PM / karbidne trdine.
Posebni dejavniki pri vrtanju navojev
Pri vrtanju navojev se orodje in obdelovanec oblikovno prilegata. Velikost navoja, korak navoja in toleranca so natančno določeni s samim navojnim svedrom. Vendar to povzroča specifične težave pri strojni obdelavi, ki jih pri vrtanju ali rezkanju ni:
Hitrost vrtenja vretena stroja mora biti sinhronizirana s hitrostjo osi podajanja
Pri izbiri navojnega svedra je treba izbrati najdaljšo mogočo obliko prirezanega dela. Daljši prirezani del manj obremenjuje orodje in s tem zmanjšuje obremenitev rezalnih robov. Ta vidik je vedno pomembnejši, ko se povečuje natezna trdnost materiala.
Pri teh navojnih svedrih (z ravnimi utori) s spiralno konico se drobci odvajajo navzdol v smeri podajanja in padajo navzdol, ko se orodje umakne. Zato ta orodja niso primerna za uporabo v zaprtih izvrtinah. Če je smer vrtenja obrnjena (vzvratna), se stisnjeni drobci ne odrežejo in se zataknejo.
Če te navojne svedre uporabljate v zaprtih izvrtinah, je poškodba navoja ali zlom orodja neizogiben. Za strojno obdelavo krhkih materialov se uporabljajo navojni svedri z ravnimi utori brez spiralne konice. Zaradi nagnjenosti krhkih materialov k tvorbi prekinjenih drobcev se orodja te zasnove lahko uporabljajo tako za vrtanje polnih izvrtin kot tudi za vrtanje zaprtih izvrtin.

od 6 do 8 obratov prirezanega dela, za kratke polne izvrtine.

od 4 do 5 obratov s spiralno konico, za splošno uporabo za polne izvrtine

od 4 do 5 obratov prirezanega dela, za polne ali zaprte izvrtine
Ustvarjanje navoja v zaprti izvrtini ima na splošno večje zahteve za orodje. Odstranjevanje odrezkov mora potekati navzgor skozi utore za odrezke. Pri vzvratnem delovanju in obrezovanju odrezkov pri korenu je navojni sveder podvržen velikim torzijskim silam.

od 4 do 5 obratov prirezanega dela, za zaprte izvrtine z dolgim krožnim tekom navoja.

od 2 do 3 obrate prirezanega dela za vsestransko uporabo.

od 1,5 do 2 obrata prirezanega dela, kratek krožni tek navoja za največje možne globine navoja.
Družba Hoffmann Group razdeli navojne svedre v skupine za preprosto in pravilno izbiro izdelka.

Postopek oblikovanja navojev ustvarja navoje s hladno deformacijo; oblikovanje in odstranjevanje odrezkov ni več potrebno. Zaradi te prednosti se lahko oblikovalec navoja z dobro zanesljivostjo postopka uporablja za izdelavo navojev v zaprtih in polnih izvrtinah, tudi pri kritičnih razmerjih L×D (dolžina×globina) in globinah navoja, večjih od 4xD (4×globina).
Faze obremenitve v procesu oblikovanja navojev
Pri oblikovanju navojev je obremenitev orodja z navorom do 30 % večja kot pri vrtanju navojev. Ker oblikovalec navoja ne potrebuje utorov za odvajanje odrezkov, se lahko premer jedra orodja oblikuje za večjo stabilnost. To pomeni, da lahko oblikovalec navoja doseže dobro procesno zanesljivost tudi pri uporabi v najzahtevnejših procesih.
Na razvoj navora imajo največji vpliv naslednji dejavniki:
Da bi bile sile navora čim manjše, je treba izbrati optimalen premer vrtanja in visokokakovostno mazivo
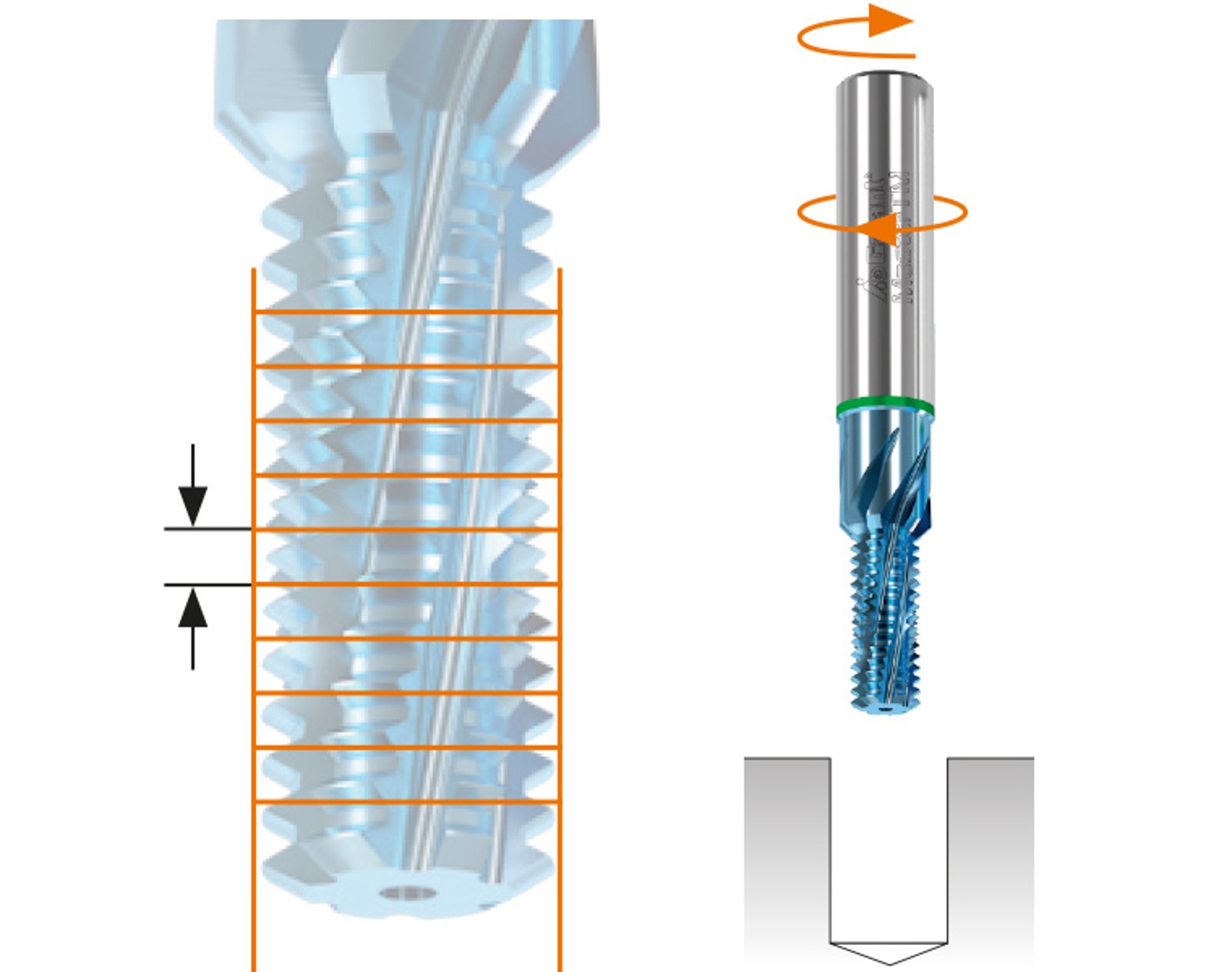
3D-krmiljenje CNC je osnovni pogoj za izvedbo rezkanja navojev. Po nastavitvi na delovno globino se orodje spiralno in radialno premika v obdelovanec, da se zmanjša obremenitev. Z vrtenjem navojnega rezkarja in s hkratnim premikanjem treh glavnih osi obdelovalnega centra se navoj zdaj izdeluje s 360-stopinjskim gibanjem.
Navojni rezkarji ponujajo številne možnosti uporabe:
Optimizacija za uporabo navojnih rezkarjev
Običajno se z navojnim rezkarjem celoten navoj ustvari z enim samim 360-stopinjskim gibom. Za posebne zahteve je morda bolje uporabiti deljena rezila. K optimizaciji rezultatov lahko pripomore tudi sprememba smeri vrtenja.
Programiranje obdelovancev:
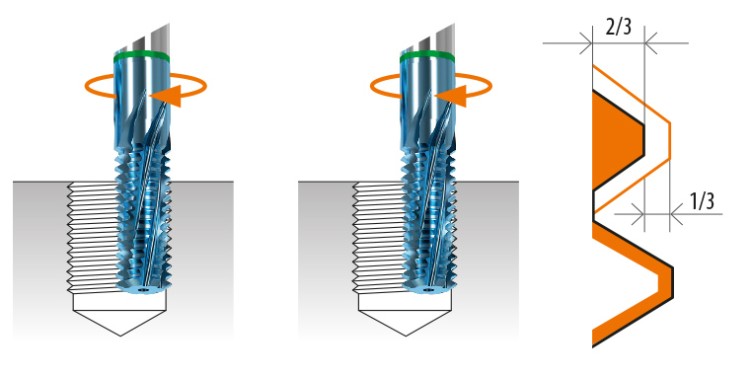
Navoj se najprej odreže za približno 2/3 globine, nato pa se v drugem prehodu odreže do končnega profila.

V tem primeru se najprej izdela del navoja, nato pa se obdela celotna globina navoja.
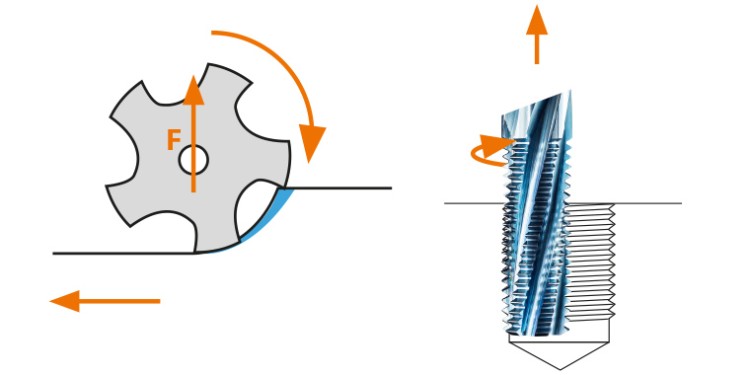
Radialna sila F deluje v smeri središča. Debelina odrezkov je na točki izstopa rezkarja majhna

Radialna sila deluje v smeri obdelovanca. Debelina odrezkov je na točki izstopa rezkarja večja
Vrtalno cirkularni navojni rezkar
Pri postopku vrtalno cirkularnega navojnega rezkarja je treba upoštevati določena odstopanja v strategiji strojne obdelave, ki se razlikujejo od standardnega rezkanja navojev.
Porazdelitev rezalne sile
Z vrtalno cirkularnim navojnim rezkarjem je navoj izdelan do celotne globine v enem obdelovalnem ciklu. Porazdelitev rezalne sile ni potrebna, saj radialne sile ostanejo konstantne tudi pri različnih globinah navoja.
Nastavitev orodja
Z uporabo določenega programskega radija (vrednost RPRG), ki je lasersko graviran na držalu, lahko uporabnik že od prvega navoja ustvarja navoje, ki ustrezajo šabloni za navoje.
Strategija
Vrtalno cirkularni navojni rezkar je zasnovan za levo rezanje. Tako se strojna obdelava za desni navoj izvaja kot istosmerno rezkanje, za levi navoj pa kot rezkanje v nasprotni smeri. Hlajenje s stisnjenim zrakom omogoča zelo velike proizvodne količine na orodje v kaljenih materialih do 63 HRC. Zaščitno grezilo za navoj lahko ustvarite pred dejanskim postopkom rezkanja navoja ali po njem.
Postopek rezkanja navojev
Čelna geometrija tvori osrednji premer navoja. Čelna površina je zasnovana tako, da ko je dosežena sredina tolerančnega pasu navoja, leži ⌀ jedrne luknje znotraj tolerance jedrne luknje. Tako je dosežena merilna velikost luknje v jedru in tudi navoja. Prvi rezalni rob vrtalno cirkularnega navojnega rezkarja služi kot lupilni rez za profil navoja. V postopku rezkanja navojev opravlja glavno obdelovalno delo pri ustvarjanju končnega profila navoja. Drugi rezalni rob opravlja zaključna dela. Obdelovalno delo tretjega rezalnega roba je zelo majhno, saj je namenjen čiščenju navoja in ne izvedbi prehoda brez rezanja.

3D-krmilni sistem CNC je prav tako osnovni pogoj za uporabo vrtalno cirkularnega navojnega rezkarja, tako kot za uporabo navojnega rezkarja. Za razliko od rezkanja navojev se vrtalno cirkularni navojni rezkar potopi v material s spiralnim gibanjem, ne da bi izvrtal jedrno luknjo. Vrtanje, rezkanje navojev in posnemanje je mogoče izvesti z enim samim postopkom.
Vrtalno cirkularno rezkanje navojev kot rešitev za zelo širok razpon zahtev:
Vrtalno cirkularni navojni rezkar zagotavlja zanesljivost procesa, zlasti pri končni strojni obdelavi kompleksnih sestavnih delov. Je idealen za ustvarjanje navojev na površinah, ki so poševne ali niso ravne.
Vhodna in izhodna površina navoja, ki sta poševni, ne bosta povzročili, da bo vrtalno cirkularni navojni rezkar zašel iz določene linije. Primeren je tudi za nestabilne pogoje vpenjanja. To orodje zagotavlja odlično zanesljivost postopka tudi za primere izredno težavne strojne obdelave materialov do 63 HRC.