






















{{ name }}
Artiklové číslo {{ combinedCodeWithHighlight }}
Vaše materiálové číslo:
EAN / GTIN:
Číslo výrobce:

Ve výrobní technologii patří výroba vnitřních závitů mezi nejnáročnější ze všech obráběcích úkolů.
Závit je často vyráběn na konci výrobního procesu a je tak rozhodující pro kvalitu obrobku. Vadné závity obecně znamenají vysoké dodatečné náklady. Spolehlivost procesu je absolutně nejvyšší prioritou, nicméně současně musí být také dosaženo krátkých výrobních cyklů a nákladově efektivních výrobních procesů.
1. Výrobní proces: Řezání závitu
2. Výrobní proces: Tváření závitů
3. Výrobní proces: Frézování závitů
4. Výrobní proces: Frézování závitu s čelním řezem

Řezání závitů je nejznámější proces pro vytváření vnitřních závitů.
Hlavními hledisky jsou vysoká produktivita,relativně nízké náklady a univerzální provozní možnosti (na konvenčních obráběcích strojích, transferových systémech, obráběcích centrech). Závitníky jsou k dispozici v provedení HSS / HSS-E / HSS-E-PM / tvrdokov, aby uspokojily konkrétní požadavky uživatele.
Zvláštní ohledy při vrtání závitů
Při závitovém vrtání dochází k tvarovému spojení mezi nástrojem a obrobkem. Velikost závitu, stoupání závitu a tolerance jsou přesně definovány samotným závitníkem. To však způsobuje specifické problémy při obrábění, které se při vrtání nebo frézování nevyskytují:
Při výběru závitořezu by měl být zvolen tvar s nejdelším možným zkosením fazetky. Delší zkosení fazetky méně namáhá nástroj, čímž se snižuje zatížení řezných hran. Tento aspekt nabývá na významu s tím, jak se zvyšuje pevnost materiálu v tahu.
U těchto závitořezů (s přímým žlábkem) se spirálovým hrotem jsou třísky odváděny směrem dolů ve směru posuvu a při vytahování nástroje padají směrem dolů. Proto jsou tyto nástroje nevhodné pro použití ve slepých otvorech. Když je směr otáčení opačný (obrácený), stlačená tříska se neodtrhne a zasekne se.
Pokud se tyto závitníky používají ve slepých otvorech, je nevyhnutelné poškození závitu nebo zlomení nástroje. Závitníky s přímým žlábkem bez spirálového hrotu se používají pro obrábění křehkých materiálů. Vzhledem k tendenci křehkých materiálů vytvářet nespojité třísky lze nástroje této konstrukce použít jak pro řezání závitů průchozích otvorů, tak i pro řezání závitů slepých otvorů.

6-8 otáček, zkosená fazetka, pro krátké průchozí otvory.

4-5 otáček, se spirálovým hrotem, obecné použití pro průchozí otvory

4-5 otáček, zkosená fazetka, pro průchozí nebo slepé otvory
Vytvoření závitu ve slepém otvoru obecně klade větší nároky na nástroj. Třísky musí být odváděny nahoru pomocí příslušných drážek. Při obracení a odlamování třísek v kořeni je závitořez vystaven vysokým torzním silám.

4-5 otáček, zkosená fazetka, pro slepé otvory s dlouhým házením závitu.

2-3 otáček, zkosená fazetka, pro univerzální rozsah použití.

1,5-2 otáčky,zkosená fazetka, krátká házivost závitu pro co největší hloubku závitu.
Závitořezy jsou společností Hoffmann Group rozděleny do skupin pro jednoduchý a správný výběr produktu.

Proces tváření závitů vytváří závity deformací za studena; tvorba třísek a odvod třísek již nejsou nutné. Díky této výhodě lze tvářecí závitník použít s dobrou procesní spolehlivostí pro vytváření závitů ve slepých otvorech a průchozích otvorech, a to i při kritických poměrech L×D a hloubkách závitu větších než 4×D.
Fáze zatížení v procesu tváření závitu
Při procesu tváření závitů je momentové zatížení nástroje až o 30 % větší než u procesu řezání závitů. Jelikož tvářecí závitník nevyžaduje drážky pro odvod třísek, lze průměr jádra nástroje navrhnout s ohledem na větší stabilitu. To znamená, že tvářecí závitník může dosáhnout dobré procesní spolehlivosti i při použití v těch nejnáročnějších procesech.
Na vývoj krouticího momentu mají největší vliv následující faktory:
Aby byly síly krouticích momentů co nejnižší, měl by být zvolen optimální průměr pro závitové vrtání a vysoce kvalitní mazivo
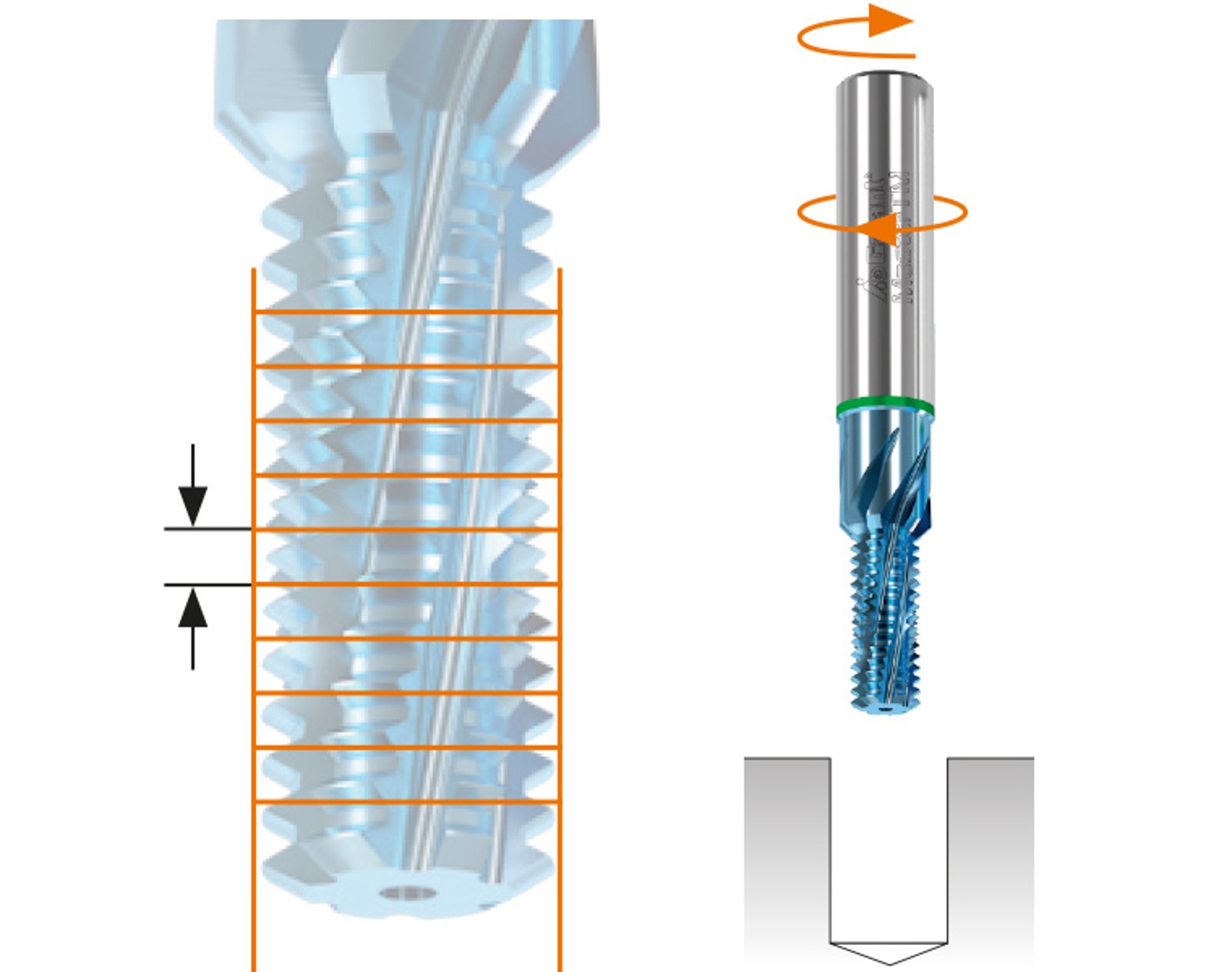
3D CNC řízení je předpokladem pro frézování závitů. Po nastavení pracovní hloubky nástroj popisuje spirálový a radiální pohyb do obrobku pro snížení zatížení. Rotací závitové frézy a současným pohybem tří hlavních os obráběcího centra se nyní závit vyrábí při pohybu se 360° rozsahem.
Závitové frézy nabízejí mnoho potenciálních aplikací:
Optimalizace využití závitových fréz
Normálně se závitovou frézou vytvoří celý závit jediným pohybem v rozsahu 360°. Pro speciální požadavky může být vhodnější použít dělený řez. Optimalizovat výsledky může také pomoci změna směru otáčení.
Programování obrobku:
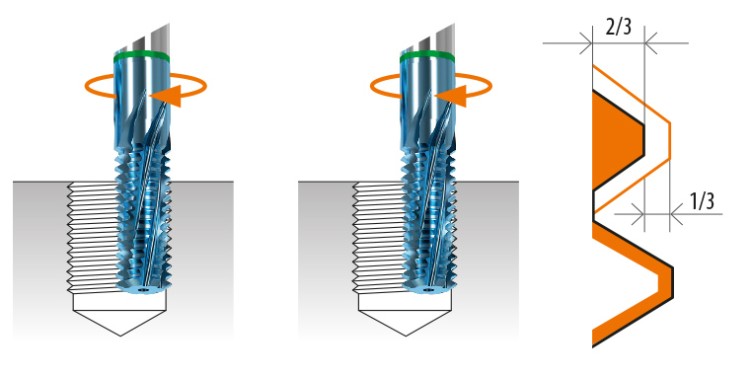
Závit se nejprve vyřeže asi do 2/3 hloubky a poté se v druhém průchodu vyřeže do hotového profilu.

V tomto bodě se nejprve vyrábí část závitu a poté se obrábí celá hloubka závitu.
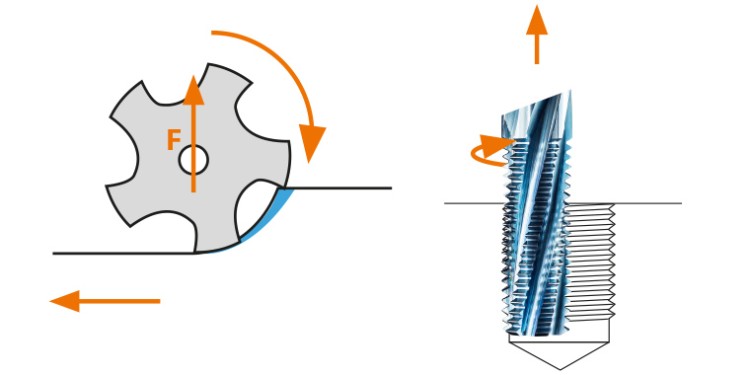
Radiální síla F působí ve směru středu. Tloušťka třísky je v místě výstupu frézy malá

Radiální síla působí ve směru obrobku. Tloušťka třísky je v místě výstupu frézy větší
Závitová fréza s čelním řezem
Při procesu frézování závitu s čelním řezem je třeba dodržet určité odchylky ve strategii obrábění, které se liší od standardního frézování závitů.
Rozložení řezné síly
Při použití závitové frézy s čelním řezem je závit dokončen do celé hloubky závitu v jediném obráběcím cyklu. Není nutné žádné rozložení řezné síly, protože vznikající radiální síly zůstávají konstantní i při různých hloubkách závitu.
Nastavení nástroje
Pomocí zadaného programovacího poloměru (hodnota RPRG), který je laserem vyleptán na dříku, může uživatel vytvářet závity přesně podle závitové šablony hned od prvního závitu.
Strategie
Závitová fréza s čelním řezem je určena pro levostranné řezání. Obrábění se tak provádí jako sousledné frézování stoupání pro pravé závity na rozdíl od frézování pro levé závity. Chlazení stlačeným vzduchem umožňuje velmi vysoké výrobní množství na nástroj u kalených materiálů až do 63 HRC. Ochranné zahloubení závitu lze vytvořit buď před samotným frézováním závitu nebo po něm.
Proces frézování závitu
Geometrie čelní plochy vytváří průměr jádra závitu. Čelní plocha je navržena tak, že při dosažení středu tolerančního pásma závitu leží ⌀ otvoru jádra v toleranci jádrového otvoru. Tím je dosaženo rozměru vnitřního otvoru a také závitu. První řezná hrana závitové frézy s čelním řezem slouží jako kuželový náběh pro profil závitu. V procesu frézování závitů provádí hlavní obráběcí práci vytváření hotového profilu závitu. Druhá řezná hrana provádí dokončovací práce. Obráběcí práce třetí řezné hrany je okrajová, slouží spíše k čištění závitu než provádění průchodu bez řezání.

Předpokladem pro použití řezné závitové frézy je rovněž 3D CNC řídicí systém, stejně jako u závitové frézy. Na rozdíl od frézování závitů se závitová fréza s čelním řezem zanořuje do materiálu šroubovitým pohybem bez vrtání otvoru jádra. Vrtání, frézování závitů a srážení hran lze provádět v jediném úkonu.
Frézování závitu s čelním řezem jako řešení problémů pro velmi širokou škálu požadavků:
Závitová fréza s čelním řezem zajišťuje spolehlivost procesu, zejména pro úlohy konečného obrábění složitých součástí. Je ideální pro vytváření závitu na plochách, které jsou zkosené nebo nejsou rovné.
Vstupní a výstupní povrchy závitu, které jsou zešikmené, nezpůsobí, že závitová fréza s čelním řezem na konci bude vyjíždět mimo. Metoda je vhodná i pro nestabilní podmínky upnutí. Tento nástroj nabízí vynikající spolehlivost procesu i pro obtížně obrobitelné materiály až do 63 HRC.