{{ name }}
Art.-nr. {{ combinedCodeWithHighlight }}
Sagsnummer:
EAN/GTIN:
Producentnummer:


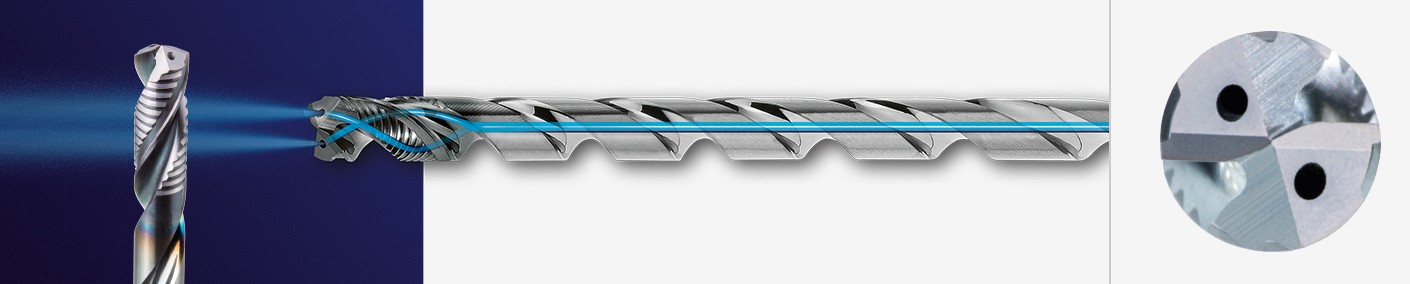
GARANT Master Steel DEEP: Den ultimate løsning til dybhulsboring. Det har mange forskellige tekniske highlights for at mestre samtlige udfordringer ved dubhulsboring uden problemer:
 Til sortimentet
Til sortimentetDybhulsboring begynder normalt fra en dybde på 16×D. Standardprocessen i diameterområdet fra 3 til 14 mm indeholder:
Alt afhængigt af bearbejdningsopgave kan der træffes et valg vha. forskelligt opnåelige nom. diametre, længde- og diameterforhold, tolerancer, overfladekvaliteter dsamt den nødvendige produktivitet.
I al almindelighed bearbejdes der ved dybhulsboring store og dyre emner. Tilsvarende er kravene til værktøjerne til denne produktionsproces meget høje:
Boring i ekstrem dybde fører til en specielt intensiv belastning af værktøjet. Dyre og komplekse emner øger desuden sværhedsgraden samt bearbejdningsrisikoen. Af denne grund kan dybhulsboring betegnes som en "kongedisciplin".




Til sortimentet
Til brochuren
Læs alt om GARANT dybhulsboresystemet til boringer op til 50xD her