{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:


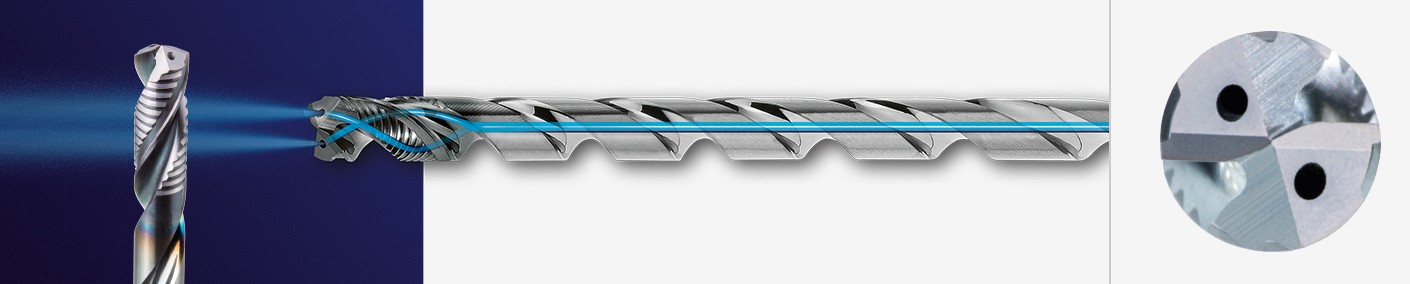
Niezależnie od tego, który czynnik kosztowy jest najistotniejszy dla użytkownika, Master Steel DEEP oferuje szereg zalet technicznych, umożliwiających sprostanie wszystkim wyzwaniom wiercenia otworów głębokich:
Określenie „wiercenie głębokich otworów” odnosi się ogólnie do wiercenia od głębokości obróbki 16 × D.Typowe metody w zakresie średnicy od 3 do 14 mm obejmują:
W zależności od zadania wybór metody warunkują:różne osiągalne średnice nominalne, stosunki długości i średnicy,tolerancje, jakość powierzchni i wymagana produktywność.
Podczas wiercenia otworów głębokich obróbce z zasady poddawane są duże i drogie komponenty. Wymogi wobec narzędzi w tym procesie produkcyjnym są zatem odpowiednio wysokie:
Wiercenie bardzo głębokich otworów wyjątkowo silnie obciąża narzędzie.Drogie i złożone komponenty zwiększają stopień trudności oraz ryzyko związane z obróbką.Z tego powodu wiercenie głębokich otworów można określić mianem „królewskiej dyscypliny“w obróbce skrawaniem.




Przeczytaj o systemie GARANT do wiercenia głębokich otworów do 50xD tutaj