
 Master Steel DEEP
Master Steel DEEP{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:

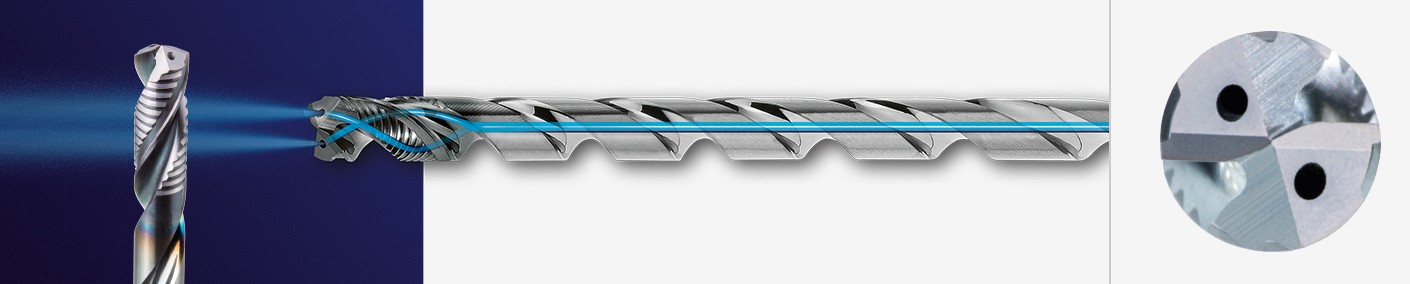
GARANT Master Steel DEEP: The ultimate solution for deep-hole drilling GARANT Master Steel DEEP offers a multitude oftechnical highlights to meet all the challenges of DEEP-hole drilling without problems:
Deep-hole drilling usually starts from a machining depth of 16×D.The standard processes in the diameter range of 3 to 14 mm comprise:
Depending on the machining task a selection can be made due to the achievable various nominal diameters,length and diameter ratios, tolerances and surface qualities and the required productivity.
Deep-hole drilling generally involves large and expensive components.The demands placed on the tools for this production process are correspondingly high:
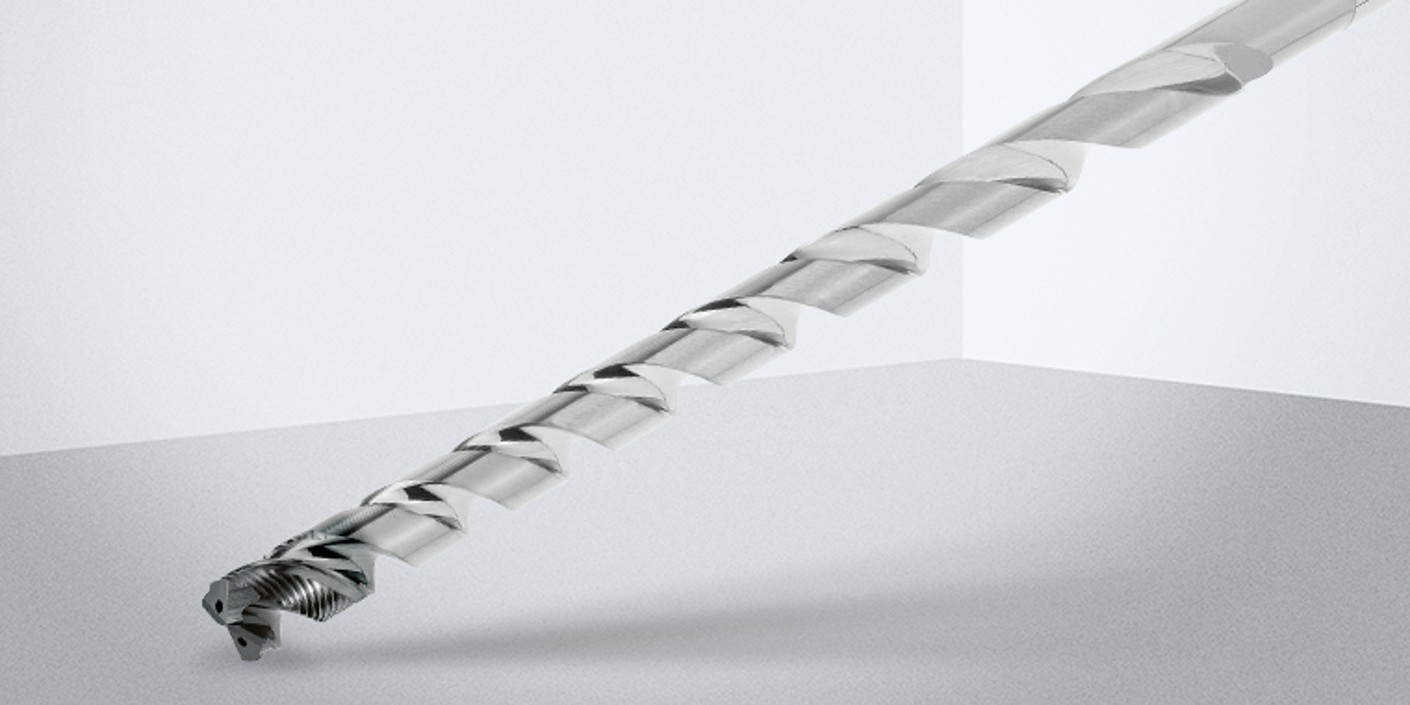
Drilling at extreme depths leads to particularly intensive loads on the tool.Expensive and complex components also increase the difficulty and the risk of machining.For this reason, deep-hole drilling can be referred to as the “supreme discipline”of machining.




Read all about the GARANT deep-hole system for drillings up to 50xD here