{{ name }}
Št. art. {{ combinedCodeWithHighlight }}
Koda izdelka:
EAN/GTIN:
Številka proizvajalca:


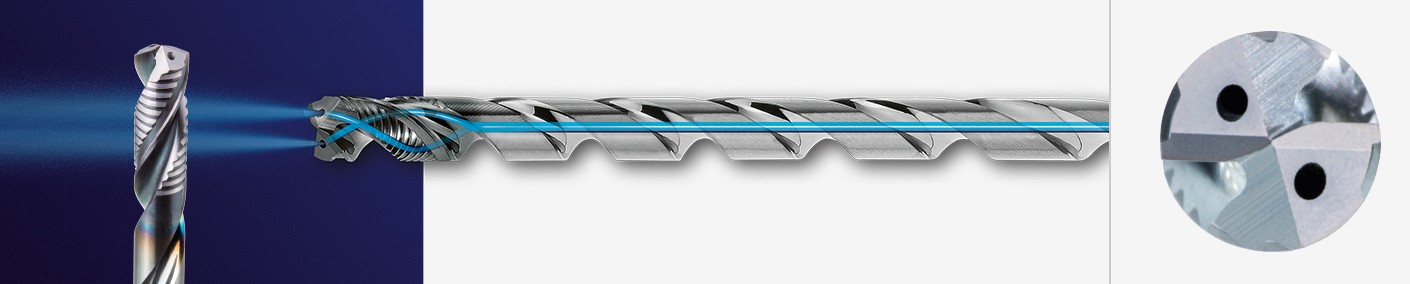
GARANT Master Steel DEEP: Ultimativna rešitev za vrtanje globokih izvrtin GARANT Master Steel DEEP ponuja številne tehnične prednosti, da je mogoče brez težav premagati vse izzive vrtanja globokih izvrtin.
Na izdelke
Vrtanje globokih izvrtin se navadno začne od globine vrtanja 16 × D. Standardni procesi z območjem premera od 3 do 14 mm obsegajo:
Glede na obdelovalno nalogo je mogoče izbrati različna dosegljiva razmerja premera, dolžine in premera, tolerance in zahtevano produktivnost.
Vrtanje globokih izvrtin v splošnem vključuje velike in drage komponente. Zahteve za orodja v tem proizvodnem procesu so ustrezno visoke:
Pri vrtanju na ekstremnih globinah je orodje izpostavljeno posebej intenzivnim obremenitvam. Drage in kompleksne komponente tudi povečujejo težavnost in tveganje strojne obdelave. Zato se vrtanje globokih izvrtin lahko šteje med »najzahtevnejše naloge strojne obdelave«.




Na izdelke
Na brošuro
Izvedite več o sistemu vrtanja globokih izvrtin GARANT do 50 × D tukaj.