
{{ name }}
Réf. {{ combinedCodeWithHighlight }}
Référence:
EAN / GTIN:
Réf. fabricant:


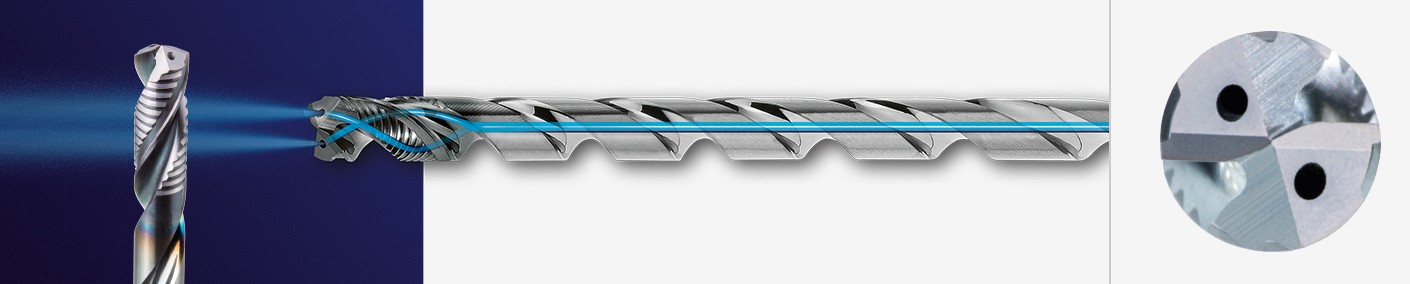
GARANT Master Steel DEEP : La solution ultime pour le perçage de trous profonds. GARANT Master Steel DEEP offre une multitude de points forts techniques pour relever sans problème tous les défis du perçage de trous profonds :
 Vers la gamme
Vers la gammeLe perçage de trous profonds commence généralement à partir d'une profondeur d'usinage de 16×D. Les procédés standard dans la gamme de diamètre de 3 à 14 mm comprennent :
En fonction de la tâche d'usinage, une sélection peut être faite en fonction des différents diamètres nominaux réalisables, des rapports de longueur et de diamètre, des tolérances et des qualités de surface et de la productivité requise.
Défis fondamentaux pour le perçage de trous profonds en carbure solide
Le perçage de trous profonds implique généralement des composants de grande taille et coûteux, ce qui impose des exigences élevées aux outils utilisés pour ce processus de production :
Les composants coûteux et complexes augmentent également la difficulté et le risque de l'usinage. C'est pourquoi le perçage de trous profonds peut être considéré comme la "discipline suprême" de l'usinage.




Tout savoir sur le système de forage profond GARANT pour les forages jusqu'à 50xD : ici