{{ name }}
Št. art. {{ combinedCodeWithHighlight }}
Koda izdelka:
EAN/GTIN:
Številka proizvajalca:

Kot vodje proizvodnje in izkušeni kovinarji v orodjarstvu in izdelavi kalupov gotovo tudi sami opažate vse zahtevnejše konstrukcijske zahteve in oblike obdelovancev. Naročniki od vas ne pričakujejo le natančnih prilegov in največje kakovosti površin. Kupcem je pomembna tudi gotovost, da je mogoče popolne rezultate vedno reproducirati – in to učinkovito. Tukaj navajamo najpomembnejša dejstva v zvezi z vašimi izzivi v orodjarstvu in izdelavi kalupov. Spoznajte najpomembnejše materiale in tehnične podrobnosti in se seznanite s pripravnimi deli ter vrednotami najsodobnejših obdelovalnih postopkov, kot sta parabolno rezkanje (PPC) in vrtanje globokih izvrtin (TLB).

Da je vsak vaš delovni korak uspešen, potrebujete za vsako posamično fazo dvoje: znanje in izkušnje o tem, katera obdelovalna strategija je najboljša za specifične zahteve vaših naročnikov, in dobro opremljen portfelj prvovrstnih orodij z dolgo življenjsko dobo. Ko je ta podlaga ustvarjena, je delo z vašimi orodji, preprostimi geometrijami in zelo kompleksnimi 3D-geometrijami enako učinkovito – neodvisno od tega, ali gre za obdelavo v trdo ali v mehko. Tako dosegate odlične rezultate rezkanja in vrtanja, zagotovite varno vpenjanje in do mikrometra natančno brušenje.
Na to lahko pozitivno vplivate s pravilno izbiro orodja:
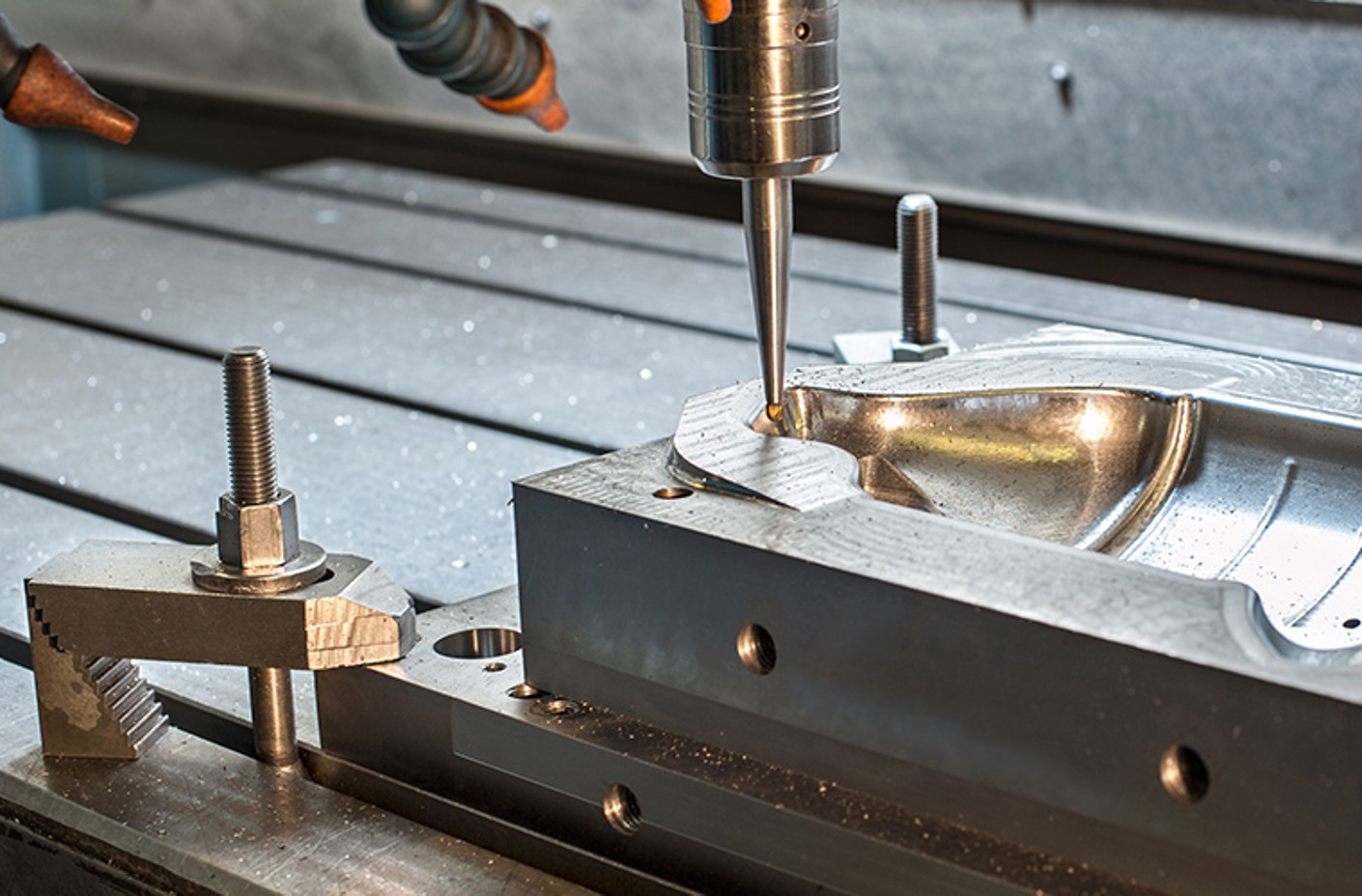
Normalije so odlična stvar – dokler zmorejo zagotavljati to, kar zahtevajo specifične naloge v izdelavi kalupov in strojegradnji. Optimalen prenos sile dosežete le v primeru varnega vpetja obdelovanega surovca oziroma materiala in seveda tudi orodja. Največja ovira pri tem je kompleksna geometrija orodja. Ta neredko zahteva večkratno vpenjanje/izpenjanje surovca, da lahko na koncu postopka rezkanja in vrtanja zagotovite natančne dimenzije dokončne oblike orodja.
Večfunkcijski stroji, kot so stružni in rezkalni centri, sistemi vpenjanja orodja s poligonskim stožcem ali votlim stožcem s plano naležno površino: manj toleranc ima vaš vpenjalni trn, lažje je preprečiti napake pri kotu ali višini.
Na voljo so naslednji vpenjalni trni:

Tudi pri vpenjalnih glavah za orodja s prijemalno površino obstaja vidik, s katerim lahko pozitivno vplivate na kakovost vašega surovca in na trajanje obdelave. Če na primer pri rezkanju (groba ali gladilna obdelava) namesto vpenjalne glave za orodja s čelno sojemalno površino (Weldon) uporabite vpenjalno glavo za orodja s stransko prijemalno površino (Whistle Notch), lahko vrtate še bolj natančno. Kajti v tem primeru je mogoče izgubo dolžine zaradi čelnega ostrenja korigirati z aksialnim pomikom svedra v vpenjalnem trnu. Za obvladovanje težkih strojno obdelovalnih nalog (TPC-rezkanje) je zaradi zaščite pred izvlekom orodja, blaženja vibracij in posebej preproste uporabe izredno primerna visoko zmogljiva rezkalna glava kot nadaljnji razvoj vpenjalne glave za orodja s stransko prijemalno površino.
Poleg vpenjalnih glav za orodja s stransko prijemalno površino so na voljo še druge glave za vpenjanje orodja:
Za dela na razmeroma enostavnih ploščah je primerna:
Za dela, ki zahtevajo neposredno vpenjanje plošče na strojni mizi, predstavljajo dobro izbiro vpenjalniki z vlekom navzdol ali vpenjalniki z vpenjalnimi kraki. Če primarno delate na obdelovalnih centrih in rezkalnih strojih, so izredno primerni visokotlačni, centrični in strojni primeži. Pri izbiri ustrezne tehnologije bodite vedno pozorni tudi na potreben obseg programiranja. Kot mojster v orodjarstvu in izdelavi kalupov imate dejanske prednosti le, če sta obdelovalni postopek in programiranje enako učinkovita.
Če želite pospešiti svoj skupni proces ob upoštevanju vseh vpenjalnih postopkov, vam naši strokovnjaki radi predstavijo vse tehnične možnosti.
Na svetovanje
Pri vašem delu kot mojster ali strokovnjak v orodjarstvu in izdelavi kalupov je pomembno predvsem naslednje:
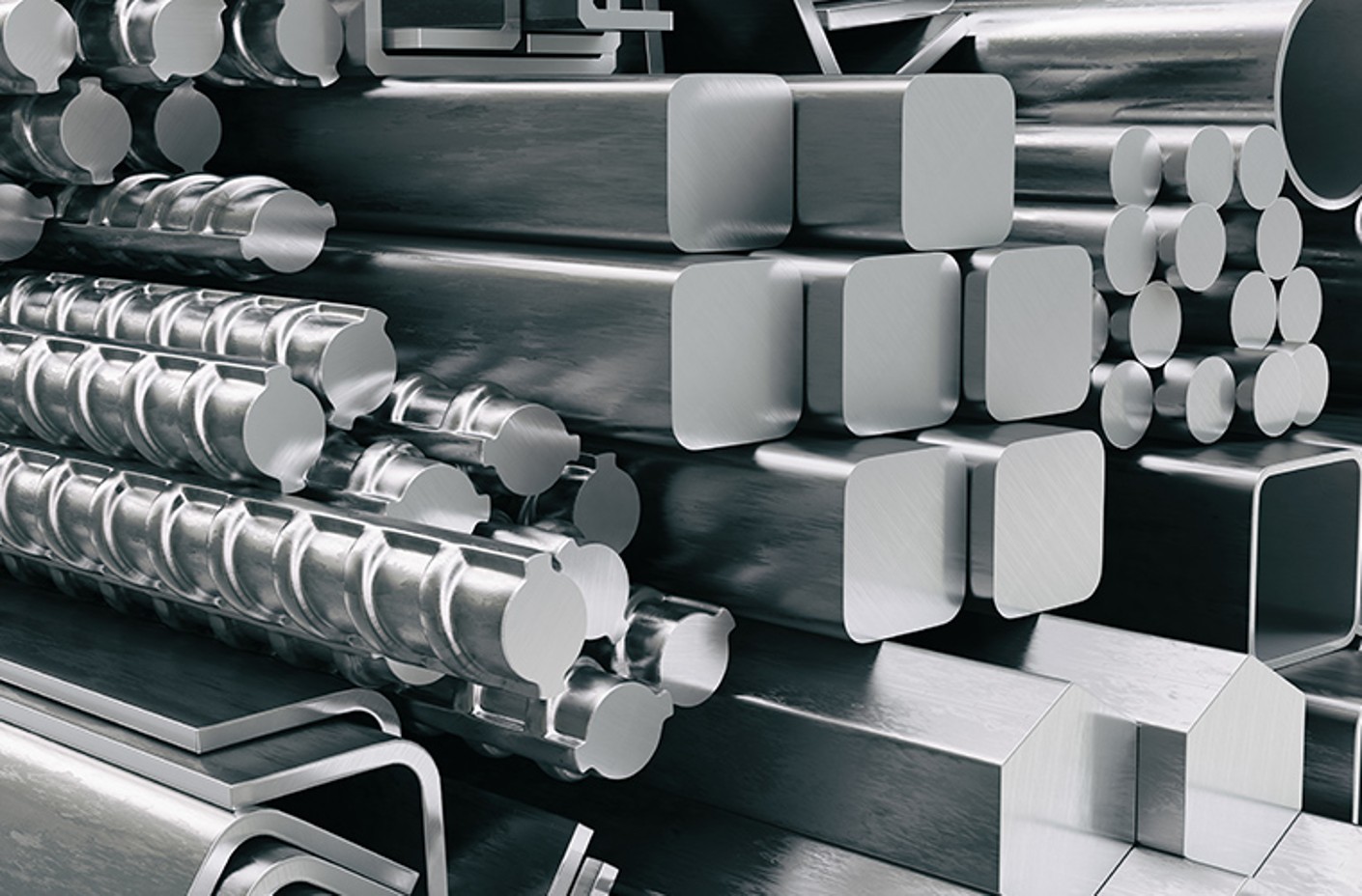
To morate v orodjarstvu in izdelavi kalupov obvezno vedeti o jeklu:

Če imate možnost izbire, ima aluminij veliko prednosti. Lahek material je na splošno zelo enostaven za strojno obdelavo. V primerjavi z jeklom enake trdnosti pridobite pri vsakodnevni obdelavi aluminija zlasti z ugodnejšimi rezalnimi silami. Kot izkušen kovinar veste, da ima oblika odrezkov zaradi možnosti razmeroma velikega volumna odrezkov osrednjo vlogo. Oblika odrezkov je odvisna od materiala, pa tudi od rezalnih pogojev in geometrije orodja. Če je v vašem delovnem procesu pomembna dolga življenjska doba orodij, so za obdelavo kovnih aluminijevih materialov primerna orodja iz hitroreznega jekla (HSS) in karbidne trdine.
Pozor:
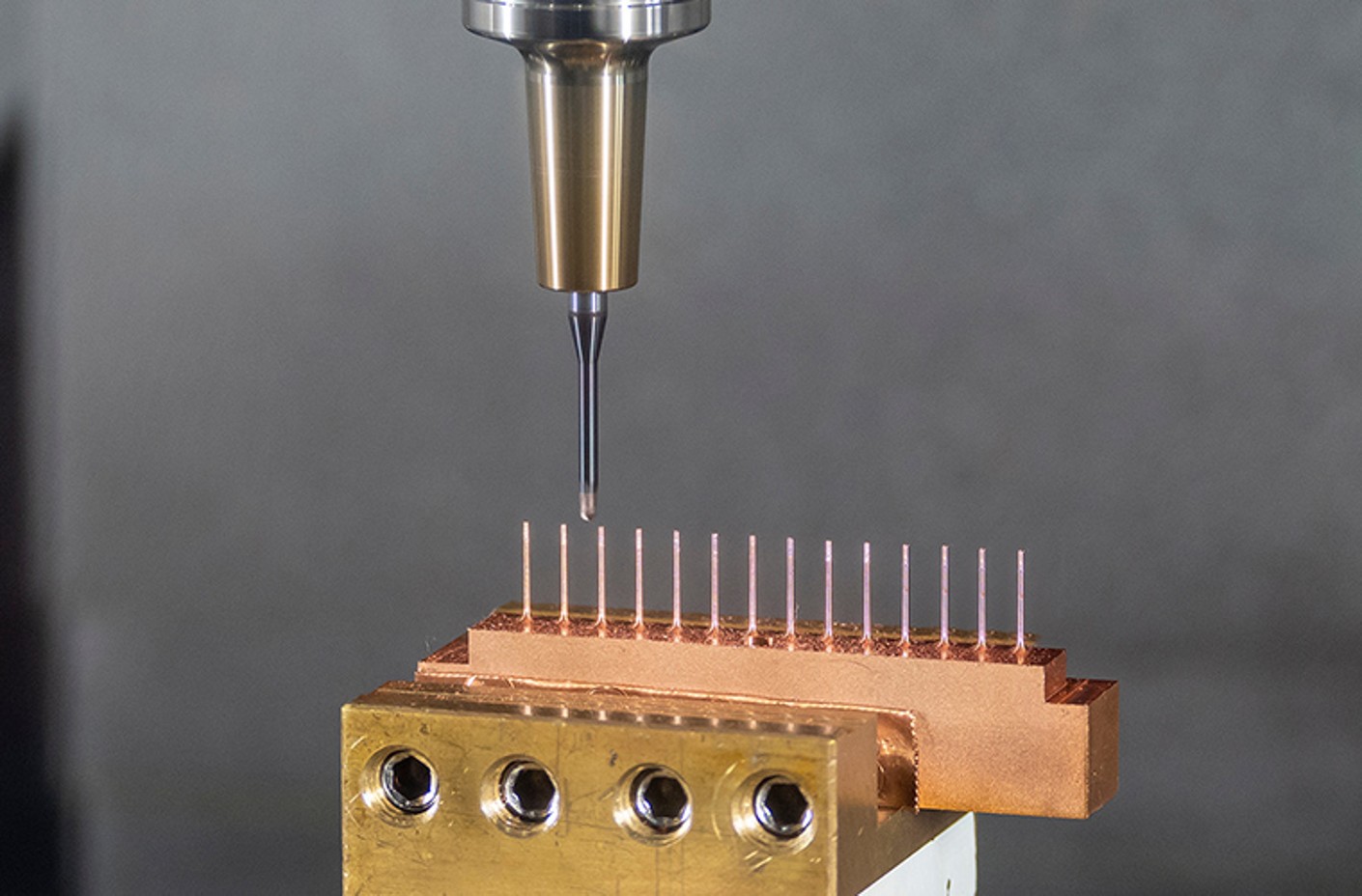
Pri obdelavi bakra so za strojno obdelavo posebej enostavne zlitine z vsebnostjo cinka, kositra, aluminija in silicija. Največje prednosti za njihovo mehansko obdelavo ima ugodna oblika odrezkov.
Pozor: še krajše odrezke dosežete, če uporabite zlitino bakra in cinka z več kot 37-odstotnim deležem cinka. Pri tej ni zmanjšanja žilavosti pri naraščanju trdote. Zlitine bakra in cinka se imenujejo novo srebro. Uporabljajo se na primer za izdelavo zarisovalnega orodja in v finomehaniki.
Nasvet: v industriji so bakrene zlitine največkrat razvrščene po indeksu obdelovalnosti. Referenčni material v Evropi je s svincem legirana medenina za avtomate CuZn39Pb3 z indeksom obdelovalnosti 100.
Definicija: indeks obdelovalnosti je merilo za doseženo produktivnost, ki jo je v serijski proizvodnji z nekim materialom mogoče doseči v neposredni primerjavi z nekim drugim materialom.
Indekse obdelovalnosti za bakrene zlitine določajo Nemški inštitut za baker in proizvajalci materialov. Na obdelovalnost vplivajo ti dejavniki:
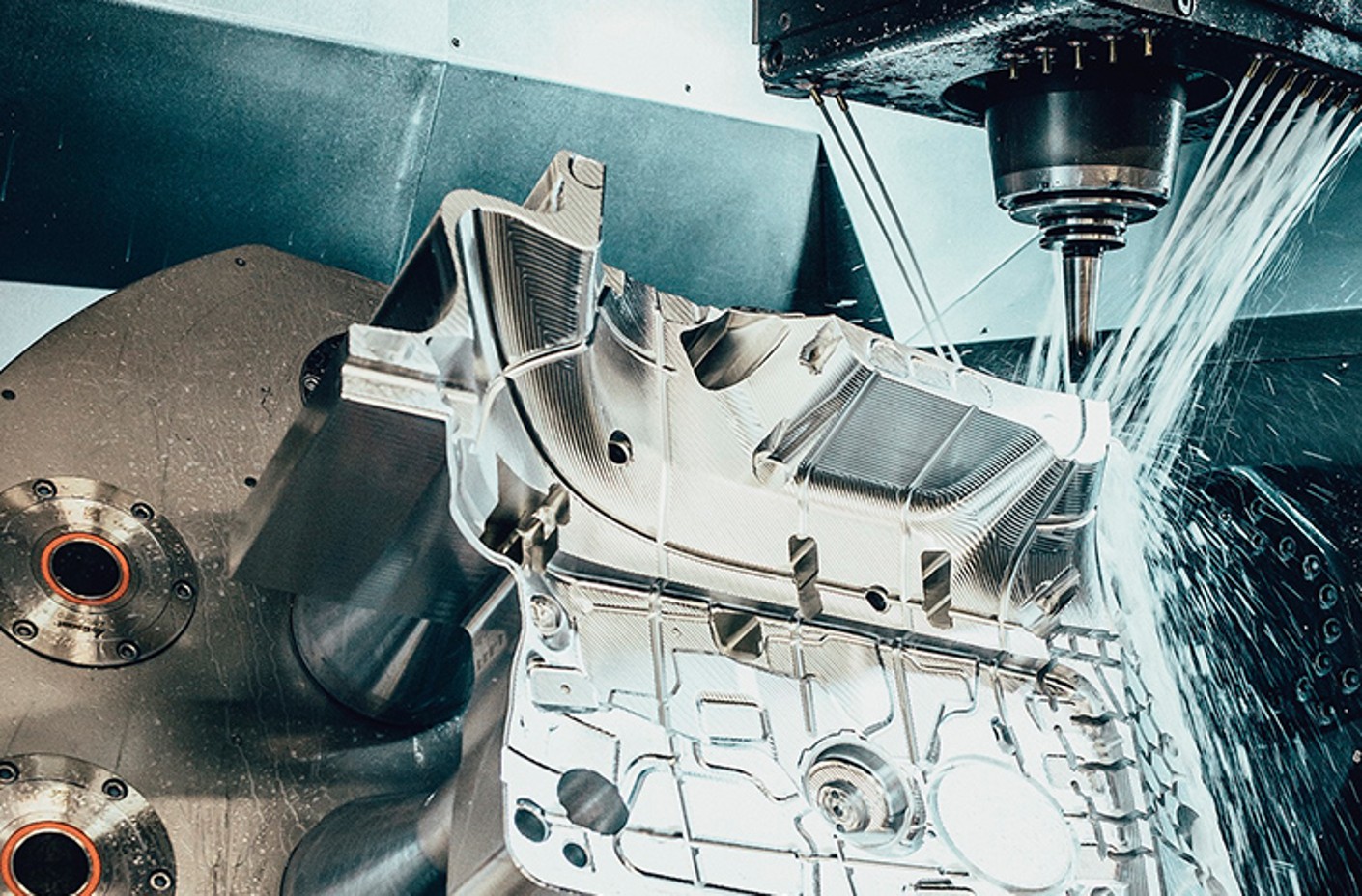
Sodobno izdelavo kalupov opredeljujeta dva dejavnika: natančnost in zmogljivost. Vse v izdelavi kalupov in strojegradnji je odvisno od tega, kako dobro kot strokovnjak ali mojster obvladate ta dejavnika pri grobi in tudi gladilni obdelavi – zlasti pri kompleksnih prostih površinah. Želite tudi vi svoj uveljavljeni radiusni rezkar zamenjati oziroma dopolniti z novimi tehnologijami? Potem vam novo razviti postopki, kot je parabolno rezkanje (Parabolic Performance Cutting ali kratko PPC) ali vrtanje globokih izvrtin, ponujajo nove in predvsem učinkovitejše možnosti. Če morate poleg natančnosti in zmogljivosti doseči tudi velik volumen odrezkov v časovni enoti ali se srečujete z izzivom izdelave prečnih izvrtin oziroma izvrtin skozi pakete, ste z novim postopkom vrtanja globokih izvrtin na varni strani. Pri tem namreč varno obvladate pomembne karakteristike, kot so tolerance izvrtine, oblike in položaja ali kakovost površine.

Še hitrejša izdelava zapletenih oblik komponent - sliši se preprosto, a ni. Natančno rezkanje ponavadi zahteva svoj čas. Brezplačni whitepaper predstavlja nove inženirske ugotovitve. Če želite izvedeti, kako je mogoče pospešiti postopke rezkanja in kakšno vlogo ima pri tem postopek rezkanja, imenovan Parabolic Performance Cutting (PPC), boste vse te informacije našli v tem brezplačnem priročniku.

Bistveno daljša življenjska doba in boljša procesna varnost? Povsem preprosto z večjo trdnostjo orodja in manjšo obrabo. Mnogi lahko izvrtajo globoke izvrtine. To pa ne pomeni, da jih izvrtajo hitro in zanesljivo. Prav v tem pa se skriva umetnost, da bi bili v vrhu po kakovosti, pri obdelavi širokega spektra različnih oblik komponent. Naš brezplačen whitepaper vam predstavlja najnovejše tehnološke dosežke pri vrtanju globokih izvrtin. V teh poglavjih boste izvedeli, kako lahko svoje kompleksno oblikovane komponente izdelate z večjo zanesljivostjo postopka in daljšo življenjsko dobo orodja ter kako še hitreje in bolje vrtati globlje.

Kako ekonomični ste kot vodja proizvodnje v izdelavi kalupov in kako stroškovno učinkovita je vaša izdelava orodja, je odvisno od uporabljene strojno obdelovalne tehnologije. Le če je ta sodobna, lahko sledite vse večjim zahtevam za natančnost mer in kakovost površine ter želji po kratkih obdelovalnih časih. Nekaterih vidikov ni mogoče zanemariti. Vidiki, kot je termična robustnost ali osna dinamika, pa tudi dinamična odzivnost na motnje so danes osrednji argumenti. Enako pomembne so zaključna obdelava, geometrija in prevleka.
Če želite kot mojster zaupati originalnemu ponovnemu brušenju pri proizvajalcu z originalno geometrijo in prevleko, je edina alternativa naša storitev ponovnega brušenja.