 Chiedi una consulenza
Chiedi una consulenza{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:
EAN / GTIN:
Codice del produttore:

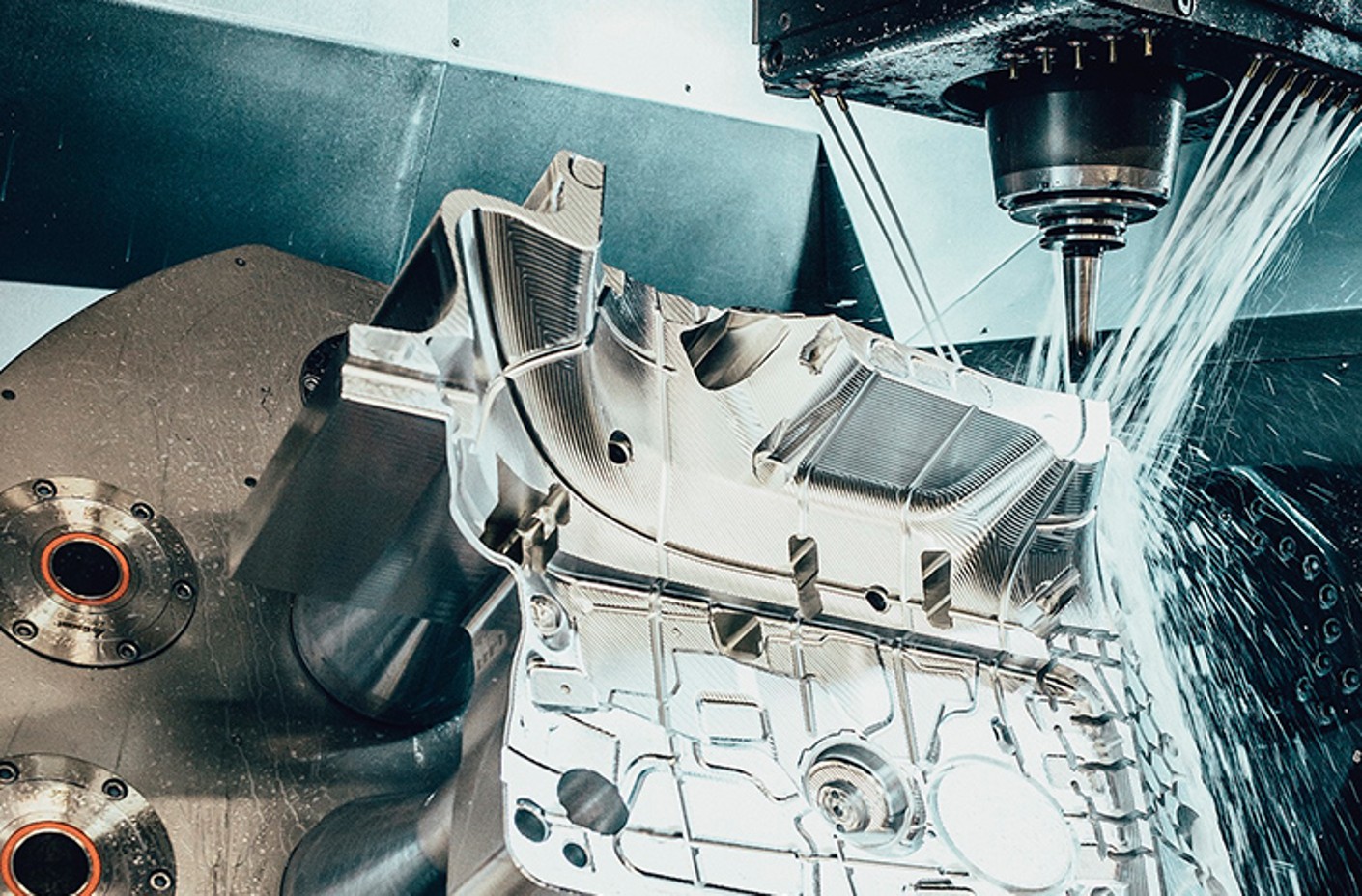
In qualità di responsabile della produzione e come metallurgo esperto nella realizzazione di utensili e stampi, anche tu avrai sicuramente notato la crescente complessità delle direttive per la progettazione e degli stampi per la produzione di componenti. I clienti si aspettano accoppiamenti stabili dal punto di vista dimensionale e la massima qualità delle superfici, ma non solo. Un aspetto altrettanto importante: la sicurezza di poter riprodurre risultati perfetti in qualsiasi momento e in modo efficiente! In questo ambito ti forniamo le informazioni più importanti per le tue sfide nella realizzazione di utensili e stampi: impara a conoscere i materiali e i dettagli tecnici più rilevanti e scopri i lavori di preparazione e il valore di procedimenti e strategie di lavorazione all’avanguardia, come il Parabolic Performance Cutting (PPC) e la foratura profonda (FIP).

Affinché ciascuna fase di lavoro vada a buon fine, sono necessari due elementi: la conoscenza della strategia di lavorazione migliore per una specifica richiesta del cliente e un assortimento ben fornito di utensili di prim’ordine con una lunga durata. Con questi presupposti, i lavori su utensili, geometrie semplici e stampi 3D altamente complessi sono ugualmente efficienti, che si tratti di una lavorazione di acciai temprati o acciai dolci. Potrai fresare e forare in modo eccellente, effettuare serraggi sicuri e rettificare con una precisione misurabile fino al micron.
Scegliendo l’utensile giusto potrai agire positivamente sui seguenti aspetti:
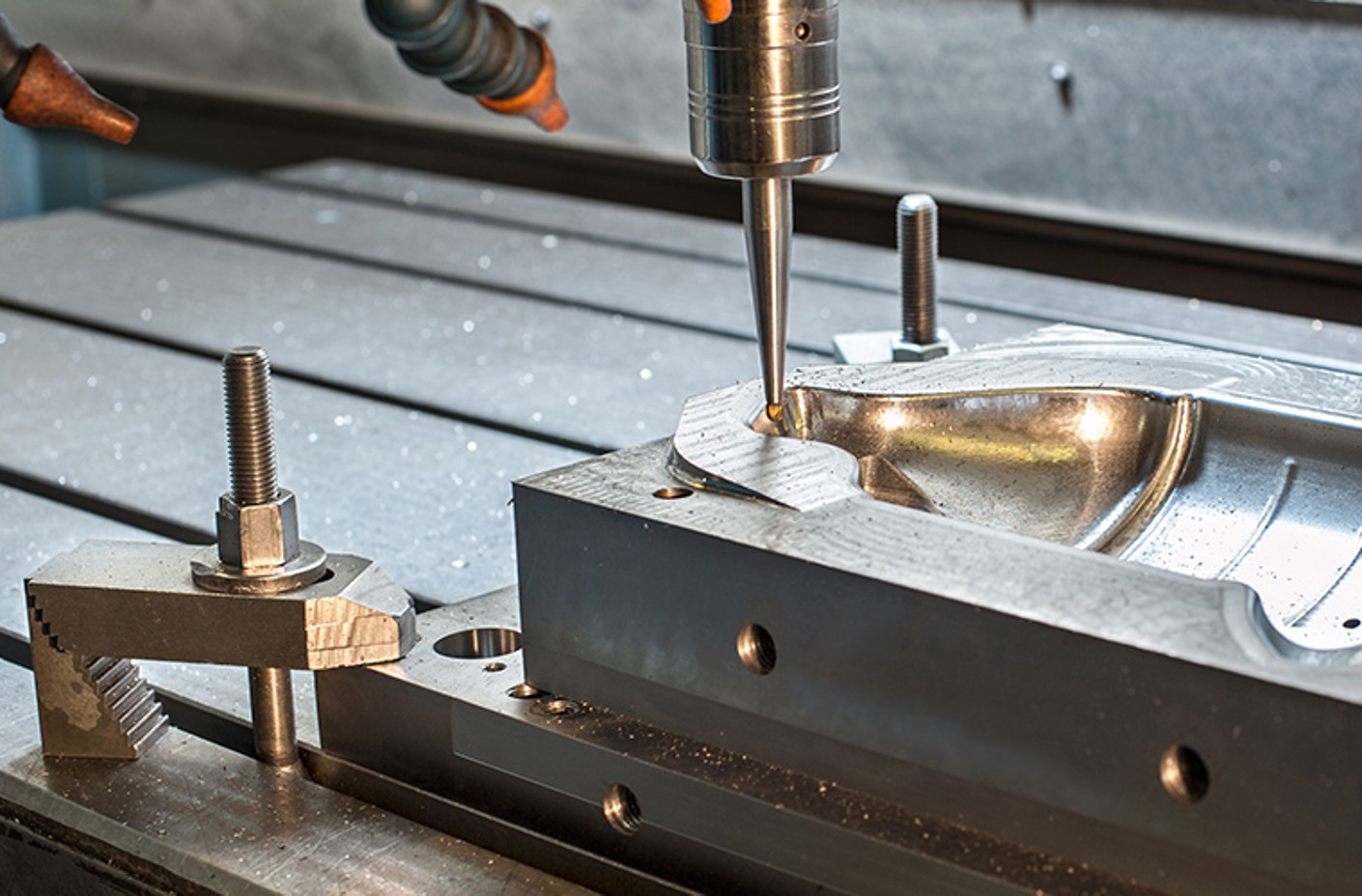
Le misure campione sono utili nella misura in cui consentono di eseguire quanto richiesto da specifiche operazioni nella realizzazione di stampi e utensili. Una trasmissione ottimale della forza può essere ottenuta soltanto fissando in modo sicuro il pezzo grezzo da lavorare o il materiale e l’utensile. Da questo punto di vista, il più grande ostacolo è la complessa geometria dell’utensile stesso. Infatti, richiede spesso di bloccare e sbloccare più volte il pezzo grezzo per garantire la stabilità dimensionale dello stampo finale dell’utensile al termine dei processi di fresatura e foratura.
Che si tratti di macchine multi-task come centri di tornitura e fresatura, sistemi di serraggio utensili con cono poligonale o cono cavo con battuta in piano, meno tolleranze presenta il portautensili, più facile è evitare errori angolari e di altezza.
Sono disponibili i seguenti portautensili a:

Anche con i mandrini portautensili con bloccaggio laterale c’è la possibilità di migliorare le prestazioni delle lavorazioni. ad esempio invece del classico mandrino Weldon è possibile utilizzare il mandrino Whistle Notch che permette di ottenere , un’accuratezza di foratura persino maggiore. Infatti, la diminuzione della lunghezza dovuta alla riaffilatura delle punte sul lato frontale può essere corretta mediante una regolazione della lunghezza nel portautensili. Se è necessario padroneggiare lavorazioni di asportazione truciolo pesanti (fresatura TPC), grazie alle ultime innovazioni apportate, il mandrino di fresatura Performance è l’ideale grazie al meccanismo antisfilamento e alla riduzione delle vibrazioni ed è particolarmente facile da maneggiare.
Oltre ai mandrini portautensili, sono disponibili i seguenti mandrini di serraggio per utensili:
Per lavorare su piastre relativamente semplici sono adatti i seguenti metodi:
Per i lavori che permettono di serrare la piastra direttamente sul banco della macchina, le staffe regolabili, i mandrini pinza o i morsetti eccentrici sono la scelta migliore. Se lavori principalmente su centri di lavorazione e fresatrici, le morse di precisione, le morse autocentranti e le morse modulari offrono prestazioni di notevole qualità. L'unico modo per te, come maestro artigiano nella costruzione di utensili e stampi, di trarre veramente vantaggio è che il processo di serraggio del pezzo e la programmazione della lavorazione procedano entrambi con la stessa efficienza.
Se vuoi accelerare la totalità dei processi tenendo conto di tutte le operazioni di serraggio, i nostri esperti ti illustreranno tutte le possibilità tecniche.
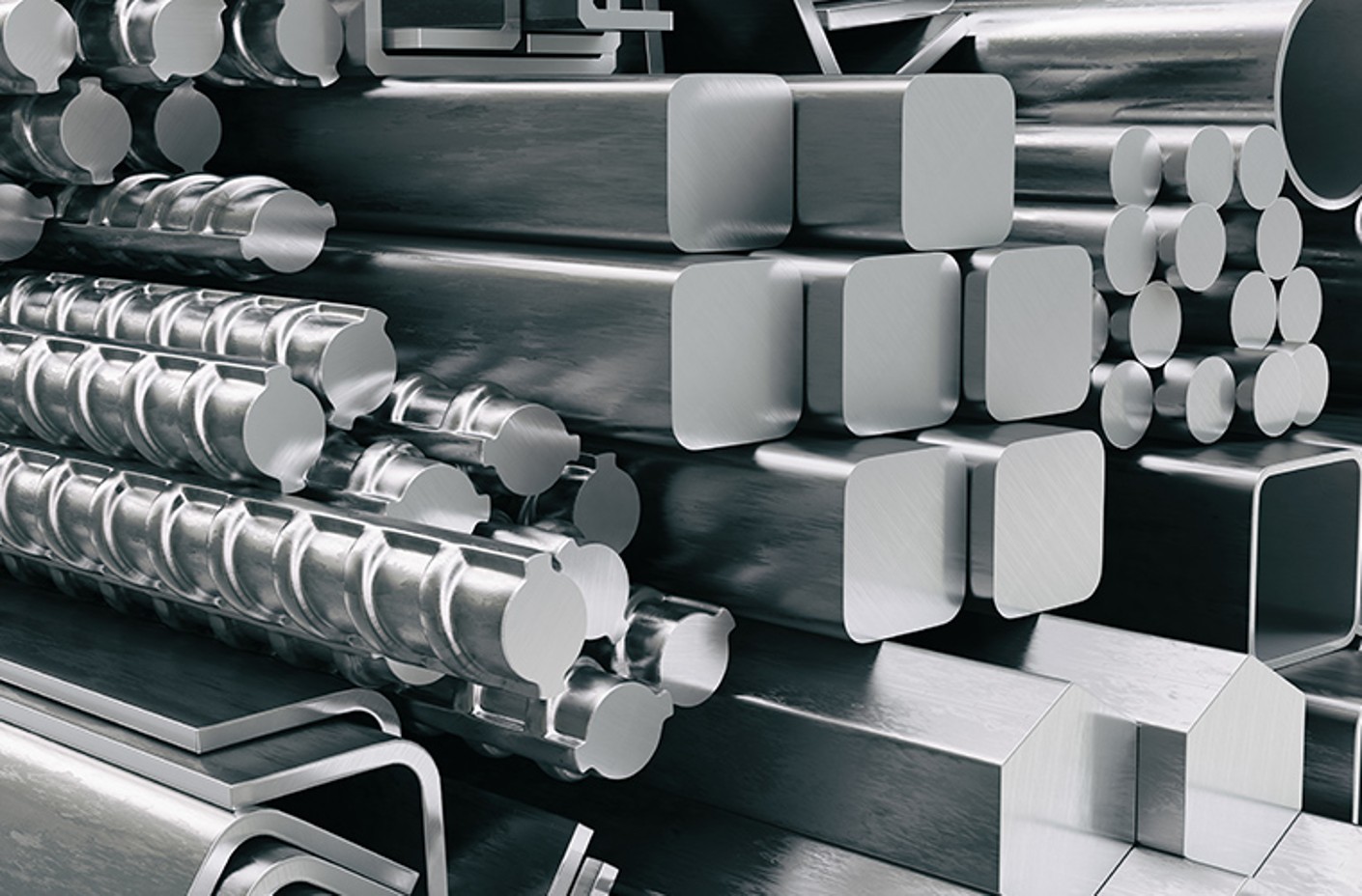
Tipi di acciaio: l’importanza di un’analisi accurata
Per il tuo lavoro in qualità di esperto od operaio specializzato nella realizzazione di utensili e stampi, ciò che conta di più sono:
Quello che devi assolutamente sapere sull'acciaio nella costruzione di utensili e stampi è:

Se hai la possibilità di scegliere, ci sono ottime ragioni a favore dell’alluminio. l’alluminio è un materiale leggero e generalmente facile da lavorare. A parità di resistenza con l’acciaio, l’alluminio consente forze di taglio migliori. In qualità di metallurgico esperto, sai che la forma del truciolo ricopre un’importanza fondamentale per via del possibile volume di truciolatura che con l’alluminio è relativamente grande. La forma del truciolo dipende dal materiale stesso ma anche dalle condizioni di taglio e dalla geometria dell’utensile. Se nel tuo processo di lavoro la durata dell’utensile è importante, gli utensili in acciaio rapido (HSS) e in metallo duro sono adatti alla lavorazione delle leghe di alluminio.
Attenzione:
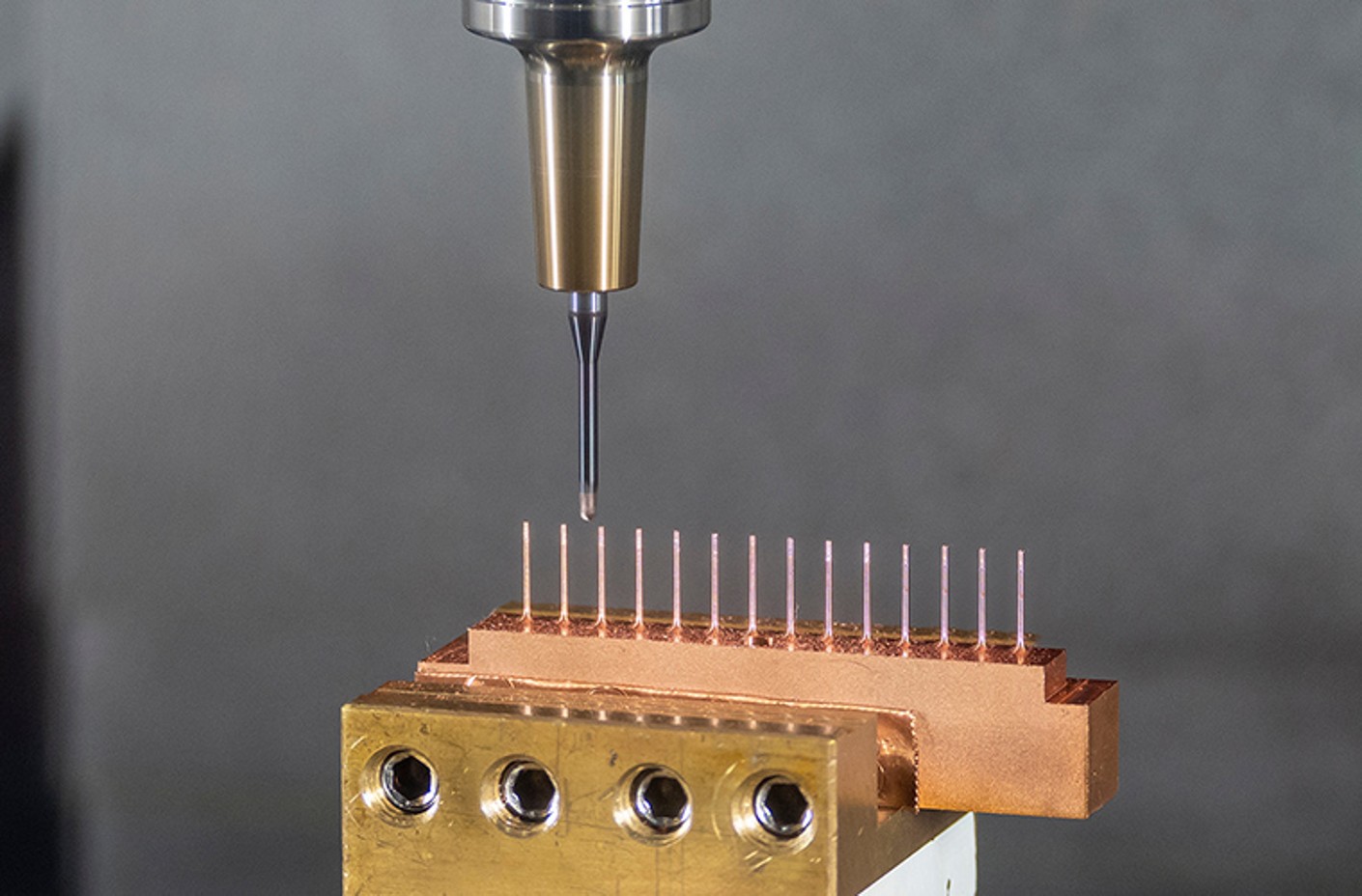
Se lavori il rame, le leghe con gli elementi Zn, Sn, Al e Si consentono un’asportazione truciolo particolarmente facile e soprattutto una forma del truciolo vantaggiosa durante la lavorazione meccanica.
Attenzione: è possibile ottenere trucioli ancora più corti usando una lega di rame-zinco con più del 37% di zinco. In questo caso, si verifica una diminuzione della tenacità e parallelamente a un aumento della durezza. Le leghe rame-zinco vengono definite alpacca.
Suggerimento: nella pratica industriale, le leghe di rame sono solitamente classificate attraverso il cosiddetto indice di lavorabilità. In Europa, l’ottone automatico legato al piombo CuZn39Pb3 funge da materiale di riferimento, con un indice di lavorabilità di 100.
Definizione: l’indice di lavorabilità è una misura della produttività raggiungibile con un dato materiale nella produzione in serie nel confronto diretto con un altro materiale.
Il Deutsche Kupferinstitut, ossia l’istituto tedesco del rame, e i produttori dei materiali pubblicano gli indici corrispondenti. L’indice di lavorabilità è influenzato dai seguenti parametri:
La moderna realizzazione di stampi è definita da due elementi: precisione e prestazioni. Ogni aspetto della realizzazione di stampi e utensili dipende da come, in qualità di operaio specializzato o esperto, tieni sotto controllo questi due parametri durante la sgrossatura e la finitura, specialmente per le forme libere complesse! Volete sostituire o sviluppare le vostre consolidate frese a testa sferica con nuove tecnologie? I procedimenti recentemente sviluppati come il Parabolic Performance Cutting, abbreviato in fresatura PPC, offrono nuove e più efficienti possibilità.