


















{{ name }}
N.º do artigo {{ combinedCodeWithHighlight }}
Código do artigo:
EAN/GTIN:
Número do fabricante:
N.º de cat.:

Na tecnologia de produção, a fabricação de rosca interna está entre as mais exigentes de todas as tarefas de maquinagem.
A fabricação da rosca ocorre geralmente na etapa final de um processo de produção, e é, portanto, fundamental para a qualidade da peça de trabalho. As roscas defeituosas geralmente são sinónimo de custos adicionais altos. A fiabilidade do processo é absolutamente de prioridade máxima, mas também é fundamental haver tempos de ciclo curtos e processos de produção de baixo custo.
1.O processo de fabrico: perfuração de roscas
2.Processo de fabricação: formação da rosca
3.Processo de fabricação: fresagem da rosca
4.Processo de fabricação: Fresagem de roscas circulares

A perfuração de roscas é o processo mais conhecido para criar roscas internas.
A alta produtividade, os custos relativamente baixos e as capacidades operacionais universais (em máquinas-ferramenta convencionais, sistemas de transferência, centros de maquinagem) são as principais considerações. As brocas de roscar estão disponíveis em HSS / HSS-E / HSS-E-PM / carboneto sólido para satisfazer os requisitos específicos do utilizador.
Considerações especiais sobre a perfuração de roscas
Na perfuração de roscas há um encaixe entre a ferramenta e a peça de trabalho. O tamanho da rosca, o passo da rosca e a tolerância são precisamente definidos pela própria broca de roscar. No entanto, isso causa problemas específicos de maquinagem que não são encontrados na perfuração ou fresagem:
Ao selecionar uma broca de roscar, deve selecionar a forma de chanfro de chumbo o mais longa possível. Um chanfro de chumbo mais longo exerce menos pressão na ferramenta, reduzindo assim a carga nas bordas de corte. Este aspeto é cada vez mais significativo à medida que a resistência à tração do material aumenta.
Com estas brocas de roscar (laminado reto) de ponta espiral, as lascas são expulsas para baixo na direção de alimentação e caem para baixo quando a ferramenta é retirada. Por isso, estas ferramentas não são adequadas para utilização em orifícios cegos. Quando o sentido de rotação é invertido (reversão), a lasca comprimido não é cortada e fica bloqueada.
Se estas brocas de roscar forem usadas em orifícios cegos, é inevitável danificar a rosca ou a quebra da ferramenta. As brocas com laminado reto sem uma ponta espiral são usadas para maquinar materiais quebradiços. Devido à tendência dos materiais quebradiços de formar lascas descontínuas, as ferramentas com este design podem ser usadas tanto para roscar orifícios de passagem como para roscar orifícios cegos.

chanfro de chumbo de 6 a 8 voltas, para orifícios de passagem.

4 - 5 voltas com ponta espiral, de uso geral para orifícios de passagem

4 - 5 voltas de chanfro de chumbo, para orifícios de passagem ou orifícios cegos
Em geral, a produção de uma rosca num orifícios cego impõe maiores exigências à ferramenta. As lascas devem ser evacuados para cima através das lâminas das lascas. Ao inverter e cortar as lascas pela raiz, a broca de roscar está sujeita a altas forças de torção.

chanfro de chumbo de 4 a 5 voltas, para orifícios cegos com desvio de rosca longo.

chanfro de chumbo de 2 a 3 voltas, para uma gama universal de utilização.

chanfro de chumbo de 1,5 a 2 voltas, desvio curto da rosca para as maiores profundidades possíveis da rosca.
O Hoffmann Group divide as brocas de roscar em grupos para uma seleção simples e correta do produto.

O processo de produção de roscas cria a rosca por deformação a frio; a formação de lascas e a evacuação de lascas já não são necessárias. Graças a esta vantagem, o mach laminador pode ser usado com boa confiabilidade de processo para gerar roscas em orifícios cegos e em orifícios de passagem, mesmo com proporções difíceis de C x D e profundidades de rosca superiores a 4 x D.
Fases de carga no processo de formação de roscas
No processo de formação de roscas, o binário da ferramenta é até 30% maior do que no processo de roscar. Como um macho laminador não precisa de ter ranhuras para a evacuação de lascas, o diâmetro do núcleo da ferramenta pode ser concebido para haver maior estabilidade. Isto significa que um macho laminador pode alcançar uma boa fiabilidade do processo mesmo quando utilizado para os processos mais exigentes.
Os seguintes fatores têm a maior influência no desenvolvimento do binário:
Para manter as forças do binário o mais baixas possível, é fundamental escolher um diâmetro de roscagem ideal e um lubrificante de alta qualidade
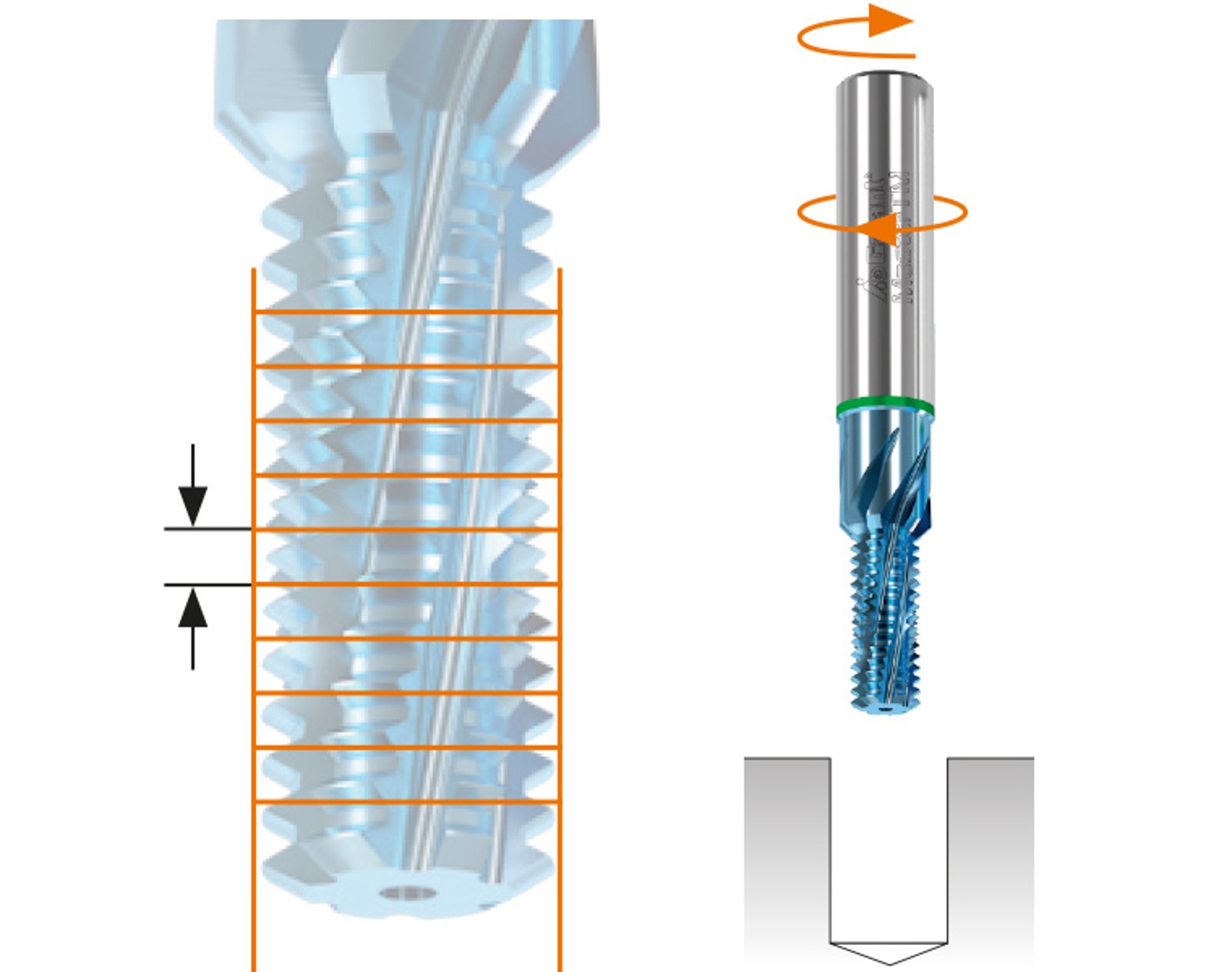
O controlo 3D CNC é um pré-requisito para o desempenho da fresagem de roscas. Após o ajuste à profundidade de trabalho, a ferramenta faz um movimento espiral e radial na peça de trabalho de modo a reduzir a carga. Através da rotação da fresa de roscar e do movimento simultâneo dos três eixos principais do centro de maquinagem, a rosca é produzida num movimento de 360°.
As fresas de roscar dispõem de muitas potenciais aplicações:
Otimização para utilização de fresas de roscar
Normalmente, com um fresa de roscar, a produção da rosca completa é feita num único movimento de 360°. Para requisitos especiais, pode ser preferível empregar um corte dividido. Uma mudança na direção de rotação também pode ajudar a otimizar os resultados.
Programação da peça de trabalho:
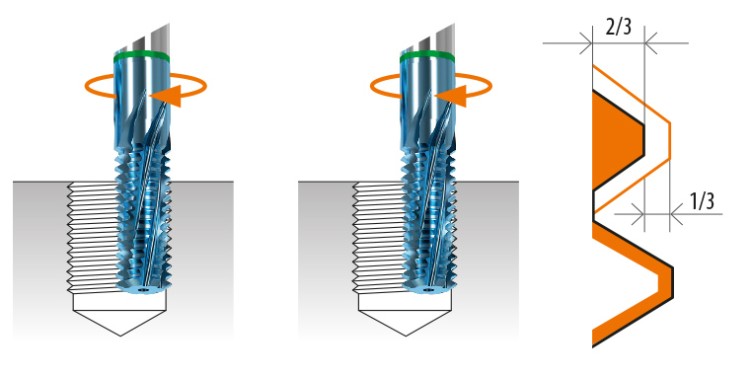
A rosca é inicialmente cortada a cerca de 2/3 da profundidade e depois é cortada para o perfil acabado numa segunda passagem.

Neste passo, primeiro é produzida uma parte da rosca e depois toda a profundidade da rosca é maquinada.
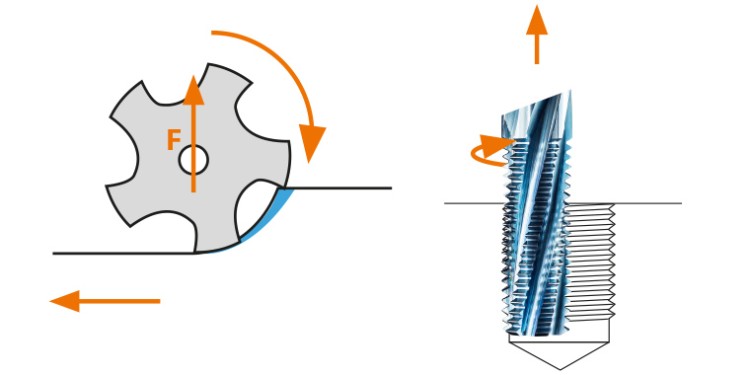
A força radial F atua na direção do centro. A espessura da lasca é pequena no ponto da saída do cortador

A força radial atua na direção da peça de trabalho. A espessura da lasca é maior no ponto de saída do cortador
Fresa de roscar de interpolação circular
No processo de fresagem de rosca de interpolação circular, há certos desvios na estratégia de maquinagem que devem ser observados, que diferem da fresagem de rosca padrão.
Distribuição da força de corte
Com uma fresa de roscar de interpolação circular, a rosca é feita até à profundidade da rosca num único ciclo de maquinagem. Não é necessária qualquer distribuição da força de corte, uma vez que as forças radiais são constantes mesmo em diferentes profundidades de rosca.
Configuração da ferramenta
Ao utilizar o raio de programação especificado (valor RPRG), que é gravado a laser na haste, o utilizador pode produzir roscas fieis ao calibre da rosca, desde a primeira rosca.
A estratégia
A fresa de roscar de interpolação circular foi concebida para cortar para a esquerda. Assim, a maquinagem é realizada como fresagem em sentido sincronizado em roscas para a direita, e como fresagem oposta para roscas para a esquerda. O arrefecimento com ar comprimido permite quantidades de produção muito elevadas por ferramenta em materiais endurecidos até 63 HRC. O rebaixador de proteção da rosca pode ser criado antes ou depois do processo real de fresagem de rosca.
Processo de fresagem de roscas
A geometria da face final cria o diâmetro do núcleo da rosca. A face final é projetada de modo que quando é alcançado o meio da faixa de tolerância da rosca, o ⌀ do orifício do núcleo fique dentro da tolerância do orifício do núcleo. Assim, é possível chegar ao tamanho do calibre do orifício do núcleo e também da rosca. A primeira aresta de corte da fresa de roscar de interpolação circular serve como ligação cónica para o perfil da rosca. No processo de fresagem de rosca, realiza o principal trabalho de maquinagem de produzir o perfil de rosca acabado. A segunda aresta de corte executa o trabalho de acabamento. O trabalho de maquinagem da terceira aresta de corte é mínimo e serve para limpar a rosca em vez de realizar uma passagem sem corte.

Ter um sistema de controlo CNC 3D também é uma condição prévia para o uso de uma fresa de roscar de interpolação circular, tal como é para um fresa de roscar. Ao contrário da fresagem de rosca, a fresa de roscar de interpolação circular é inserida no material com um movimento helicoidal sem fazer uma perfuração do núcleo. A perfuração, a fresagem de roscas e a chanfradura podem ser realizadas numa só operação.
Fresagem de rosca com interpolação circular como forma de solucionar os problemas de uma vasta gama de requisitos:
Uma fresa de roscar de interpolação circular garante a fiabilidade do processo, especialmente em tarefas de maquinagem final de componentes complexos. É particularmente ideal para produzir roscas em superfícies inclinadas ou que não são planas.
As superfícies de entrada e saída da rosca que são inclinadas não farão com que a fresa de roscar de interpolação circular saia da rosca. Também é adequada para condições de aperto instáveis. Esta ferramenta oferece excelente confiabilidade de processo mesmo para materiais difíceis de maquinar até 63 HRC.