{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:


Diversified portfolio:
13 specialised milling cutters for various applications in machining titanium provide the respective optimal solution.
Highest process reliability:
The TPC geometry significantly increases process reliability especially in automated production.
Superior tool life:
The GARANT Master Titan solid carbide roughing end mill HPC 203029 12 achieves a 30% longer tool life than the next best competitor.

The chips are broken into short lengths, thereby reducing the risk of chip accumulations to a minimum. Chip clogging is avoided. This significantly increases process reliability, especially in automated production!
Trochoidal Performance Cutting
Requirements for successful TPC machining
Order now the new GARANT Master Titan TPC milling cutter:
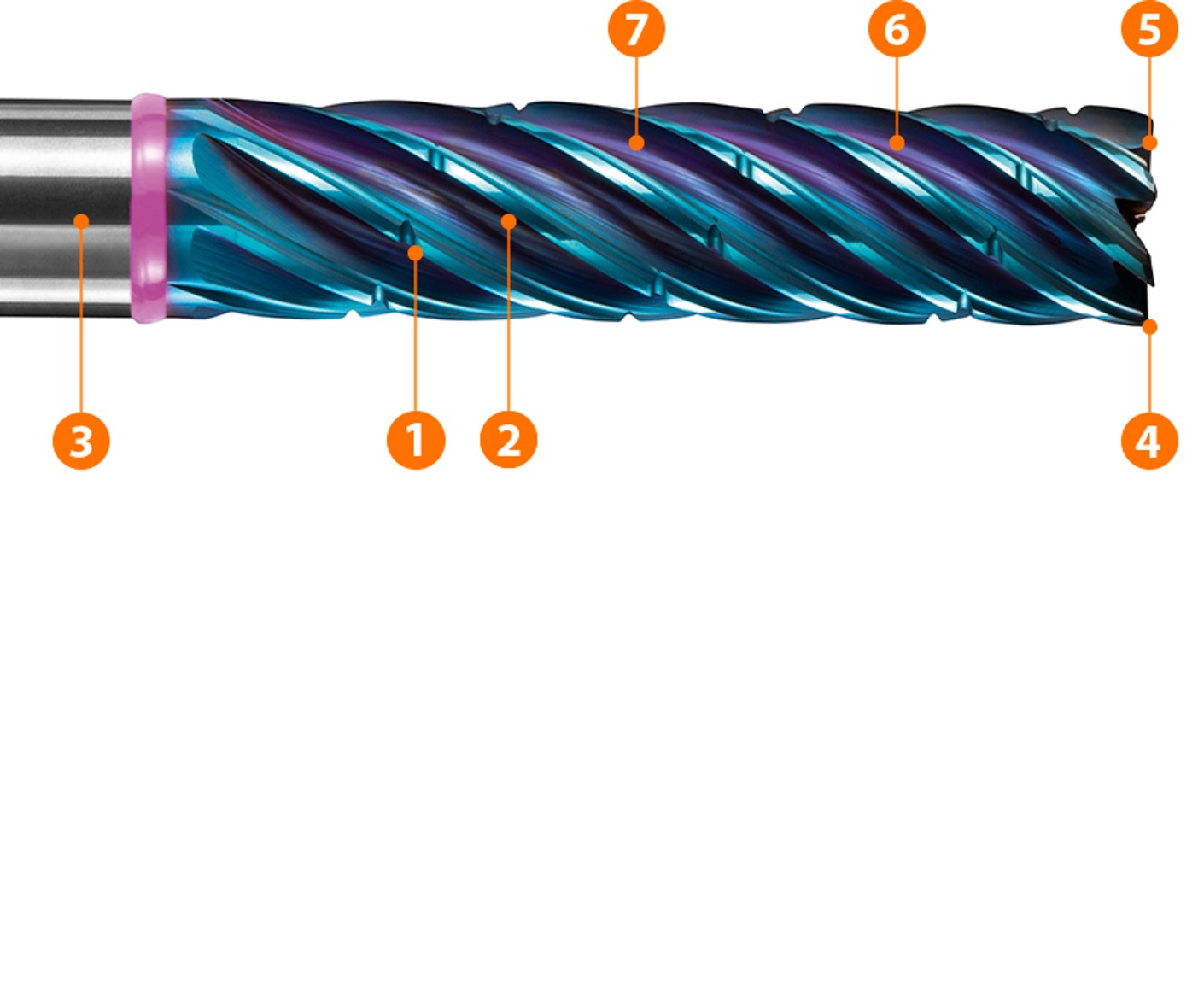
GARANT Master Titan TPC. More chip separators for shorter chips.
The chips are broken into short lengths, thereby reducing the risk of chip accumulations to a minimum.
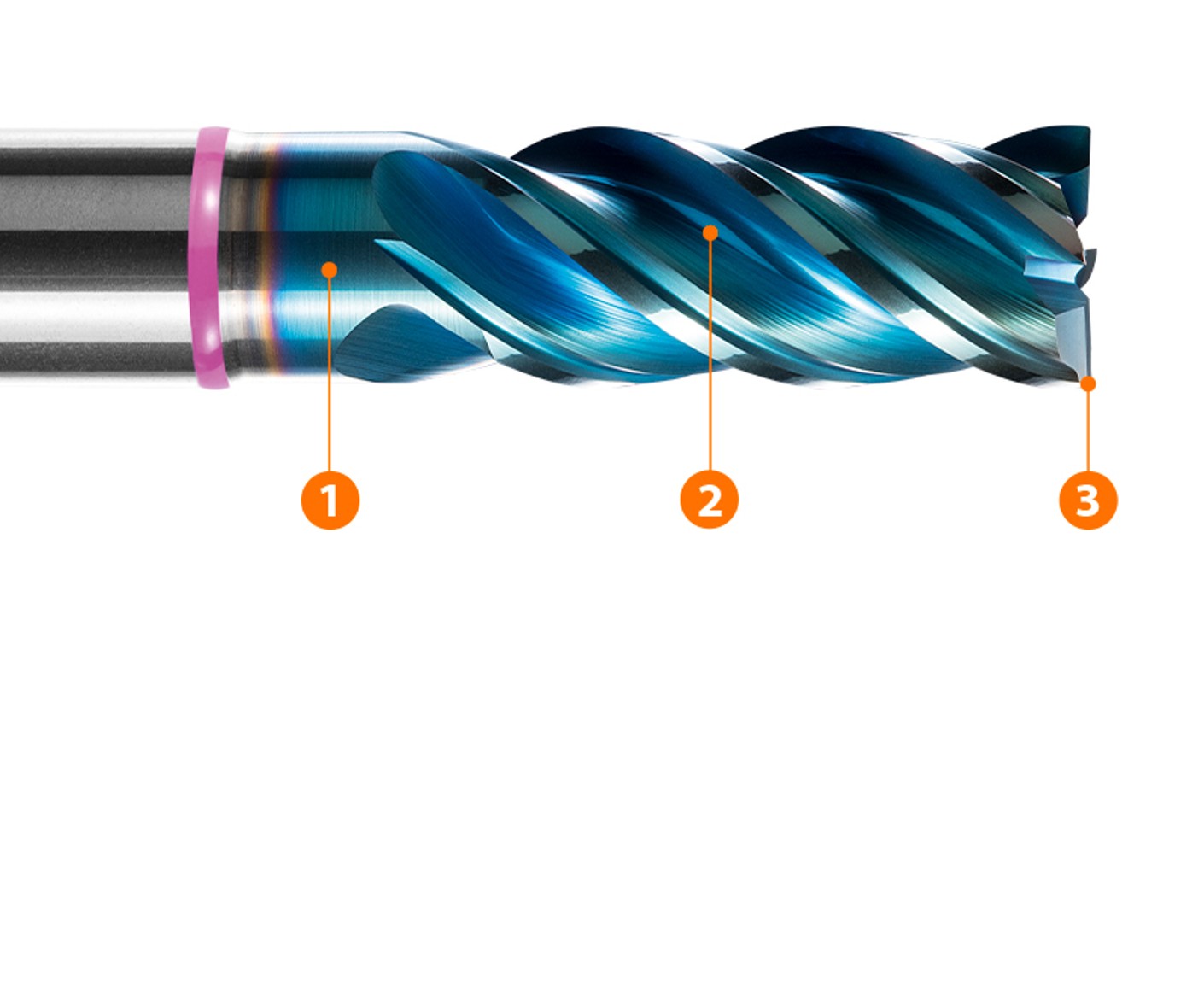
Master Titan solid carbide HPC roughing end mill. Immense chip volume thanks to high feed rates.
The coated solid carbide HPC roughing end mill is characterised by particular stability and long tool life.
Excellent emergency operating features.
The extremely efficient substrate is resistant to flexural breakage and its wear-resistance has been optimised.
An innovative coating prevents heat input.
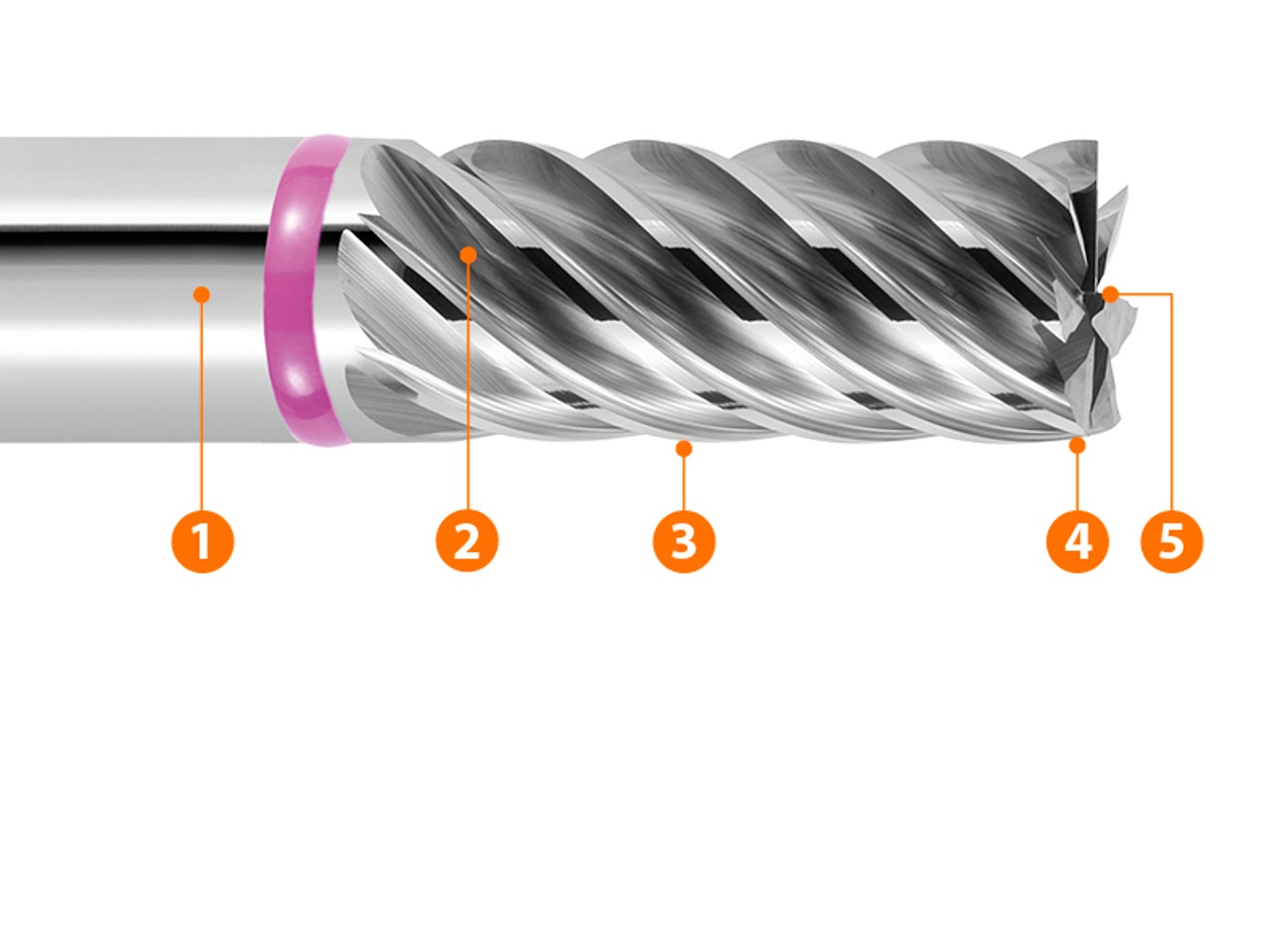
Master Titan solid carbide HPC finishing cutter. Maximum feed rates thanks to seven cutting edges.
The uncoated solid carbide HPC finishing cutter is used where the material must be kept absolutely free of
particles of coating material, for instance in medical technology applications.
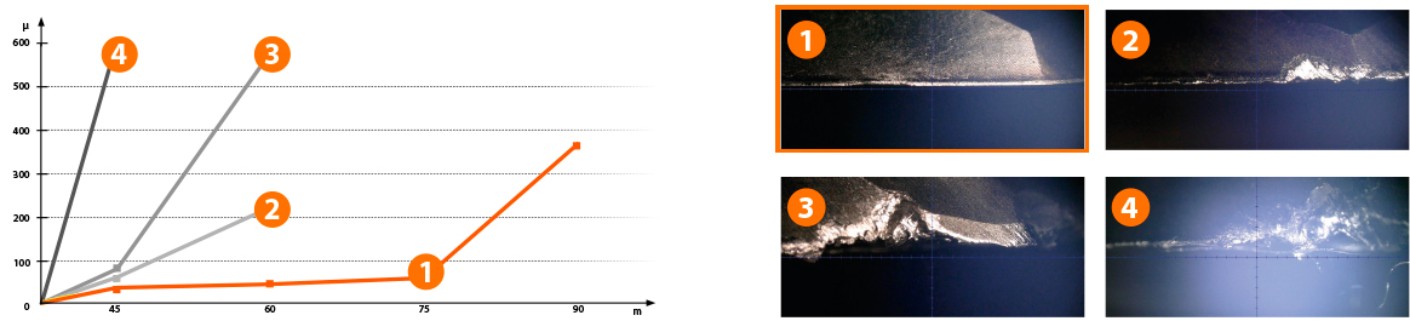
The GARANT Master Titan solid carbide roughing end mill HPC 203029 12 took on the competition and won – across the board!
The GARANT Master Titan (1) showed cutting edge wear only after 75m, the competition already at 45m (2,3).
Set-up of the test: Multi-pass machining of a workpiece: Material 3.7165 (Ti6Al4V).
Cutting data: vc = 60 m/min, fz = 0.07 mm, ae= 4.8 mm, ap= 12 mm, with cooling/emulsion, diameter milling cutter 12 mm, number of cutting edges 4
