 Click here for the profile broaching tools
Click here for the profile broaching tools  To the brochure GARANT profile broaching and slotting
To the brochure GARANT profile broaching and slotting{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:


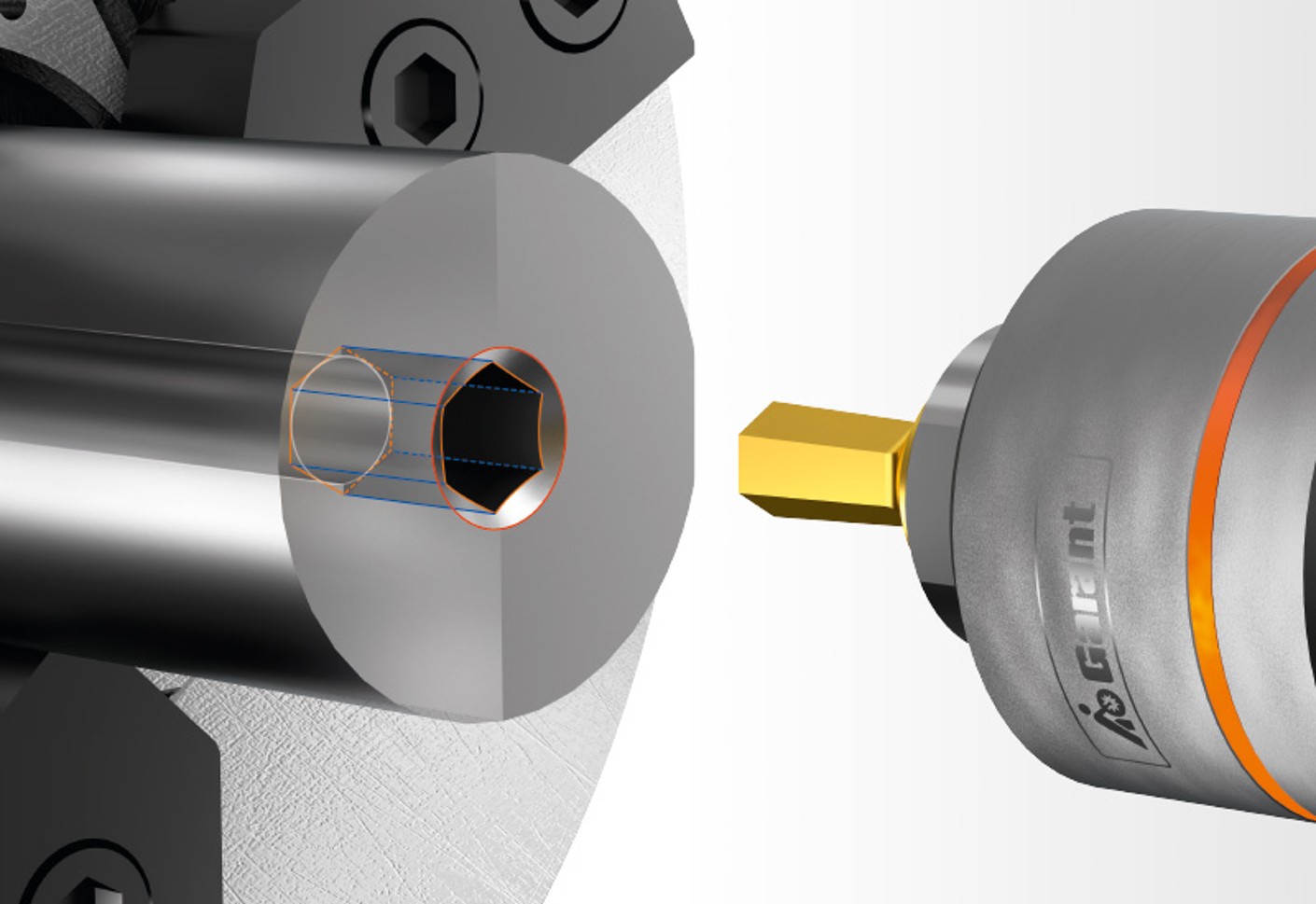
Profile broaching (also: tumbling) is a machining process. In profile broaching, a profile broaching insert is used to produce the desired profile (hexagonal, square or special profiles) in one operation by means of a concentric movement.
Always the right system for economical production of internal and external profiles:
With a complete range for broaching profiles on lathes and machining centres, GARANT offers highly productive, dimensionally accurate and process-reliable tools for complete machining.
Since our GARANT broaching process can be used on both lathes and machining centres, all changeover costs are eliminated. Furthermore, additional (cost-intensive) manufacturing processes such as wire-cut EDM (electrical discharge machining) can be dispensed with.
Preparation of the workpiece
Create hexagon, square and special profiles in seconds:
Hexagon, square and Torx® profiles – created in seconds.
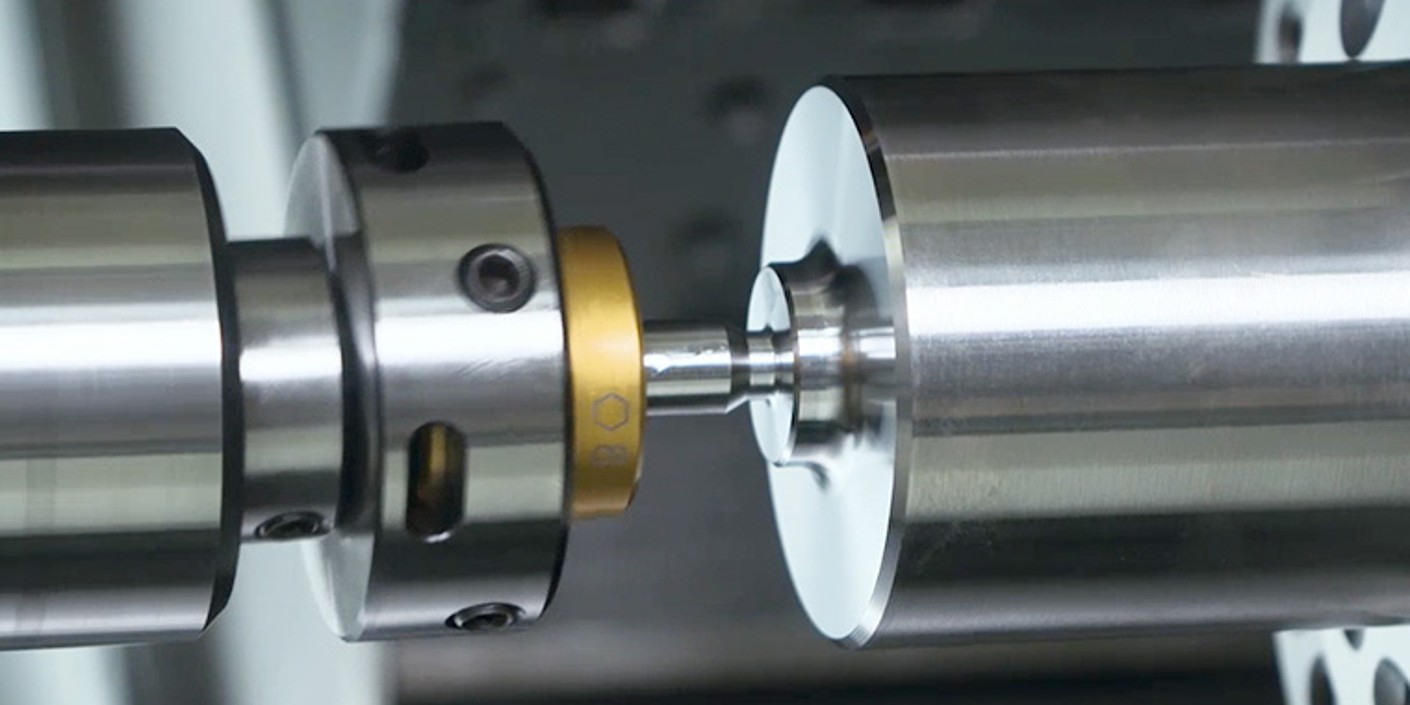
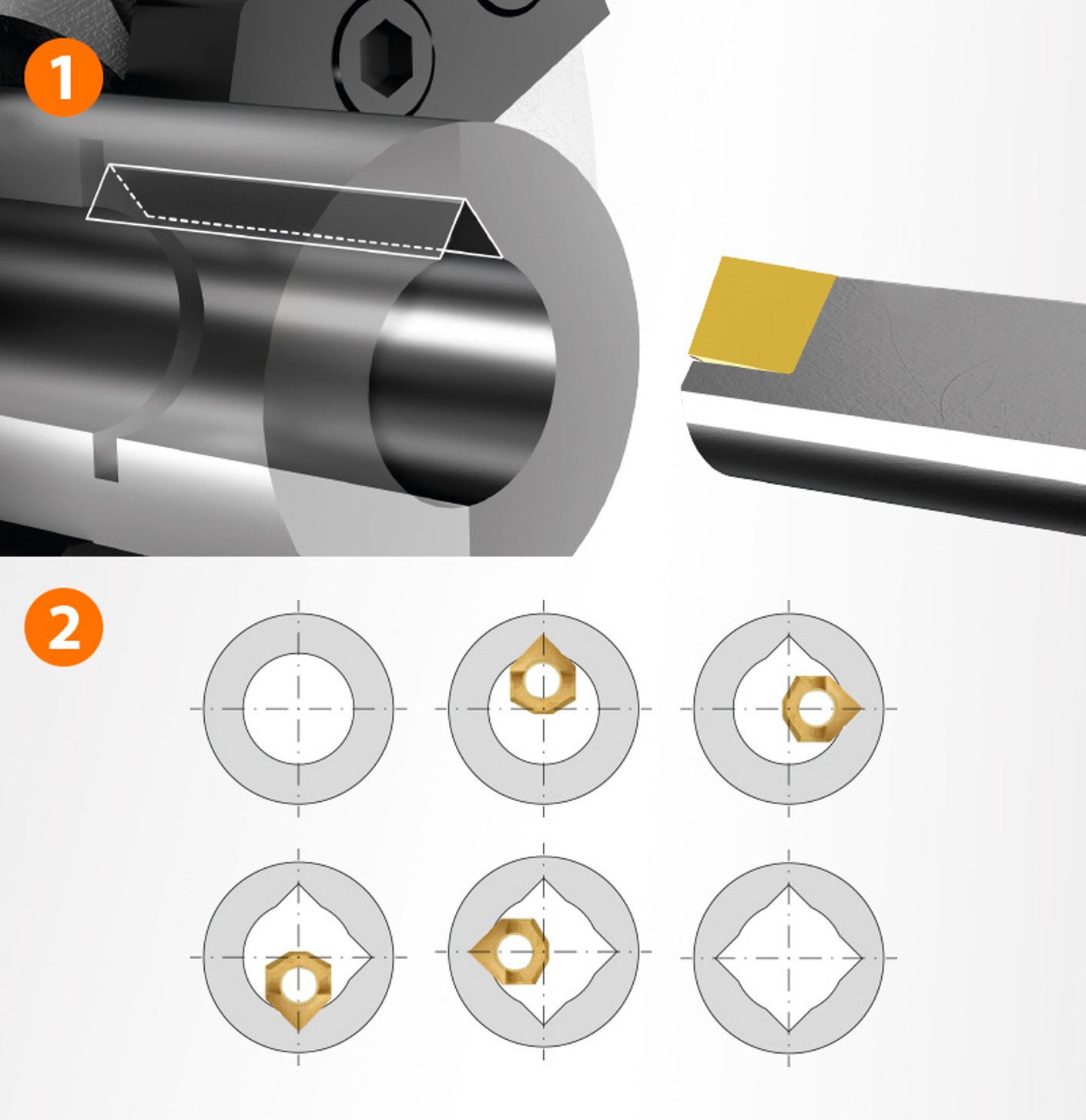
Step 1 Preparation of the bore
To protect the cutting edge and reduce the machining time, select a preliminary bore diameter as large as possible. At larger bore diameters the bore contour remains visible on the faces. This does not impose any technical or qualitative restriction on the functionality of the profile.
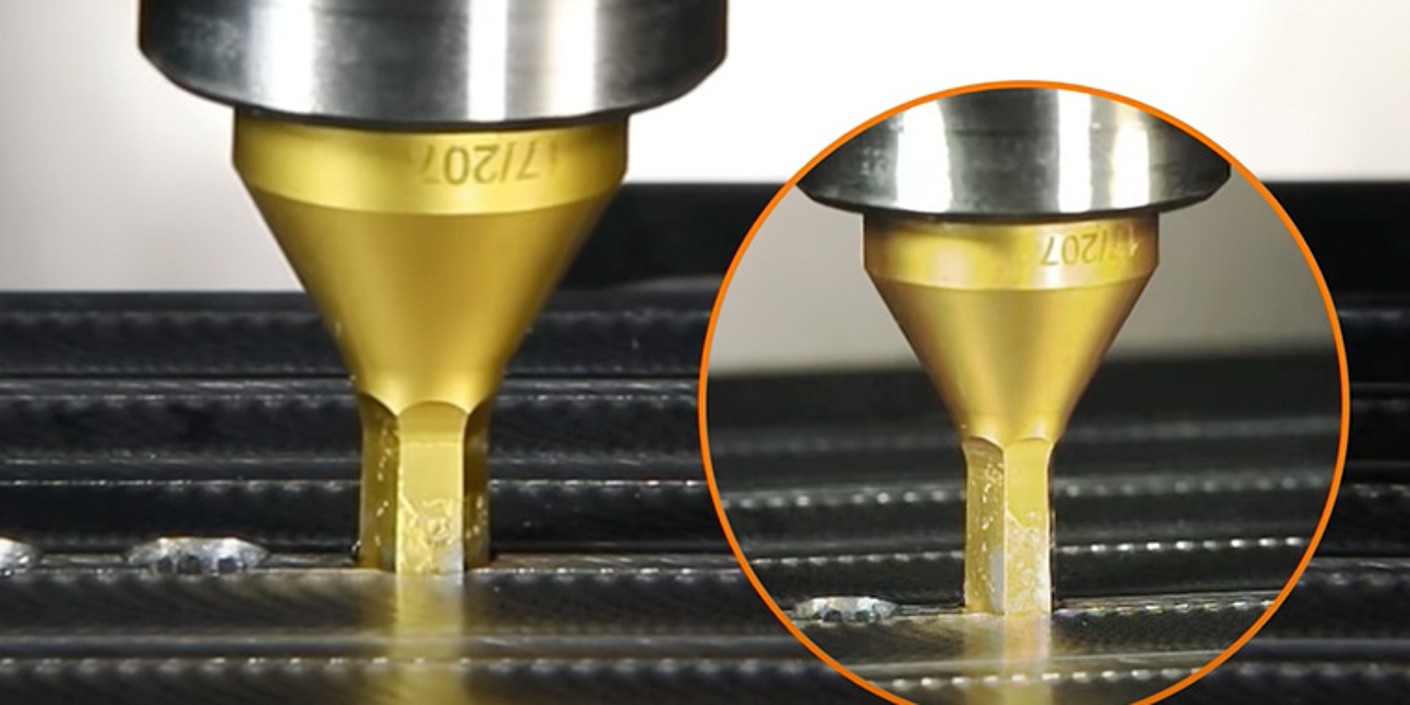
Step 2 Profile broaching (tumbling)
When machining on a CNC lathe, start at a low speed (n approx. 100 rpm – 200 rpm) and high feed rate (f approx. 0.1 – 0.3 mm/rev). After a machining depth of approx. 0.5 mm, increase the feed rate and speed as shown in the table (see the product page for slotting tool). Retract at high feed rate.
Cooling lubricant is necessary. If the profile depth is small, external cooling is sufficient.
Step 3 Finish machining
Chips remaining in the blind hole can be removed if necessary by drilling out (the same diameter as the pre-drilled hole) or by relief groove.
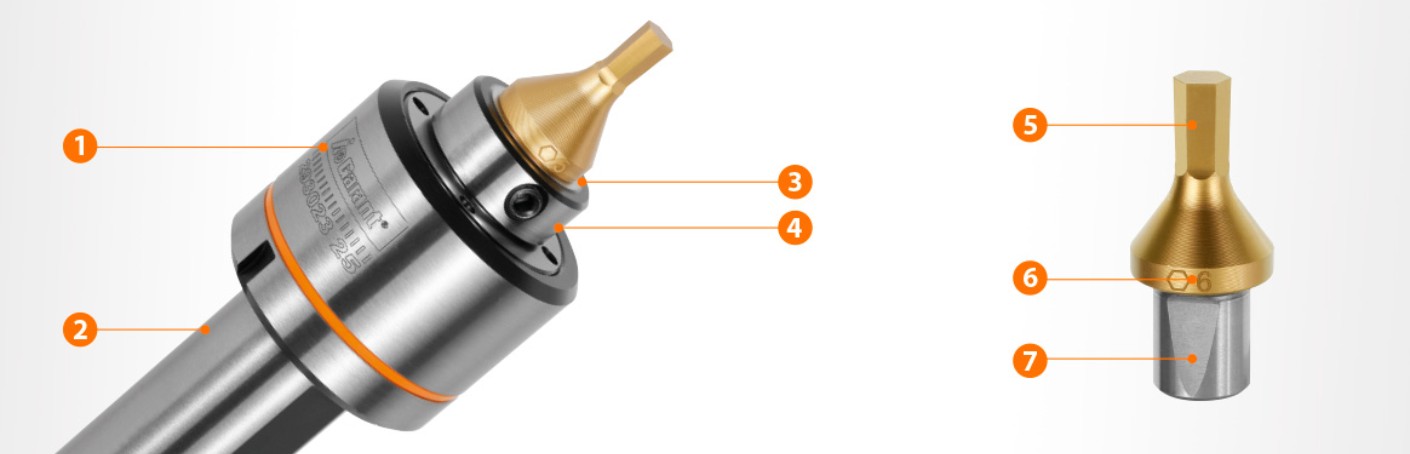
Produce hexagonal, square and Torx® profiles in seconds with the new GARANT profile broaching tools.
The concentric movement (tumbling) quickly and safely creates the desired profile in just one working step.
Your benefits in an overview:
- Rapid production of profiles in one work step.
- Reduction of remodeling costs
- No need to change machine.
- No outsourcing needed.
More detailed information and guide values as well as information on programming cycles for slotting grooves and profiles can be found in our brochure.