 Nézze meg a brosúrát itt
Nézze meg a brosúrát itt{{ name }}
Cikkszám {{ combinedCodeWithHighlight }}
Cikkszám:
EAN / GTIN:
Gyártó száma:


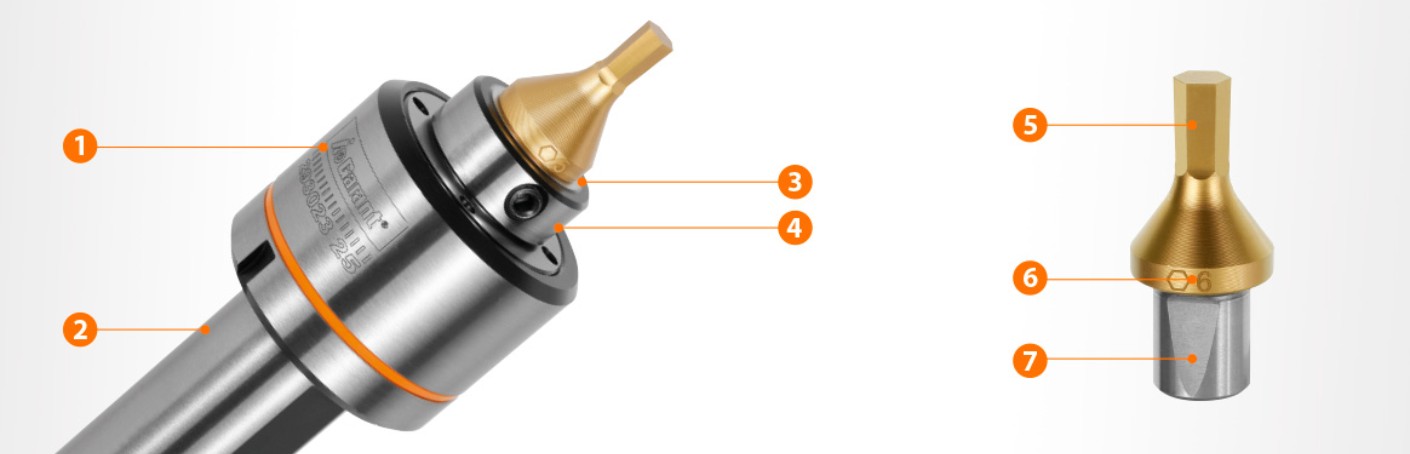
A profilüregelés (és: bolygatott vésés) egy forgácsolási ejárás. A profilüregelésnél egy profilüregelő betétet használnak a kívánt profil (hatszögletű, négyzet alakú vagy speciális profilok) egy műveletben, koncentrikus mozgással történő előállítására.
Mindig a megfelelő rendszer a gazdaságos belső és külső profilgyártáshoz:
Az esztergagépeken és megmunkálóközpontokonprofilok üregeléséhez használható teljes választékával a GARANT rendkívül termelékeny, méretpontos és technológiailag megbízható szerszámokat kínál a teljes megmunkáláshoz.
Mivel a GARANT üregelési eljárásunk esztergagépeken és megmunkálóközpontokon is használható, az átállási költségek megszűnnek. Ezenkívül elhagyhatók olyan további (költségigényes) gyártási eljárások is, mint például a huzalszikrás EDM (elektromos kisüléses forgácsolás).
Hatszögletű, négyzet alakú és Torx® profilok – másodpercek alatt elkészíthetők.
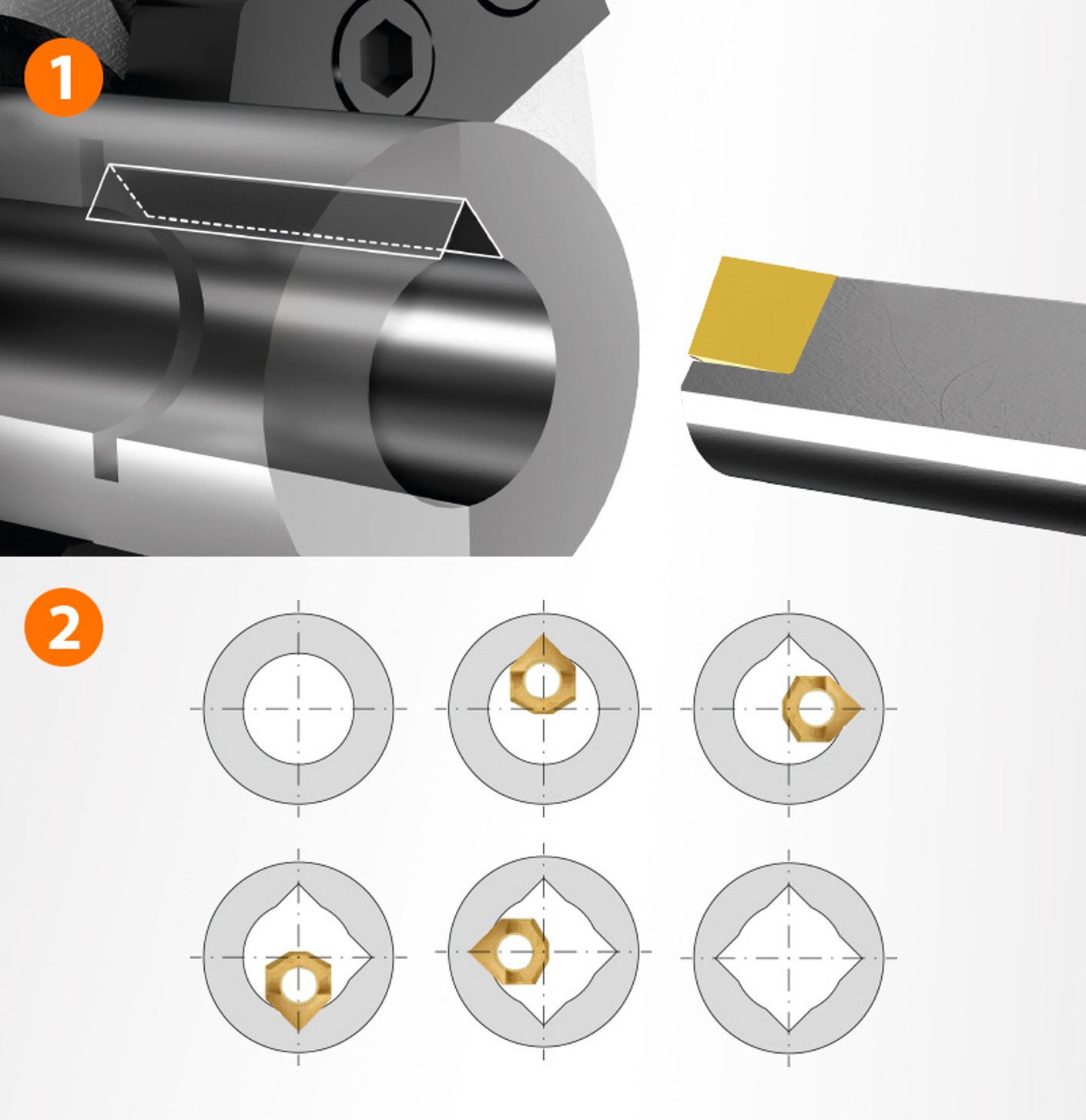
1. lépés: A furat elkészítése
A vágóél védelme és a megmunkálási idő csökkentése érdekében lehetőleg válasszon nagyobb előzetes furatátmérőt. Nagyobb furatátmérőknél a furat kontúrja látható marad a felületeken. Ez nem jelent semmilyen technikai vagy minőségi korlátozást a profil használhatóságára vonatkozóan.
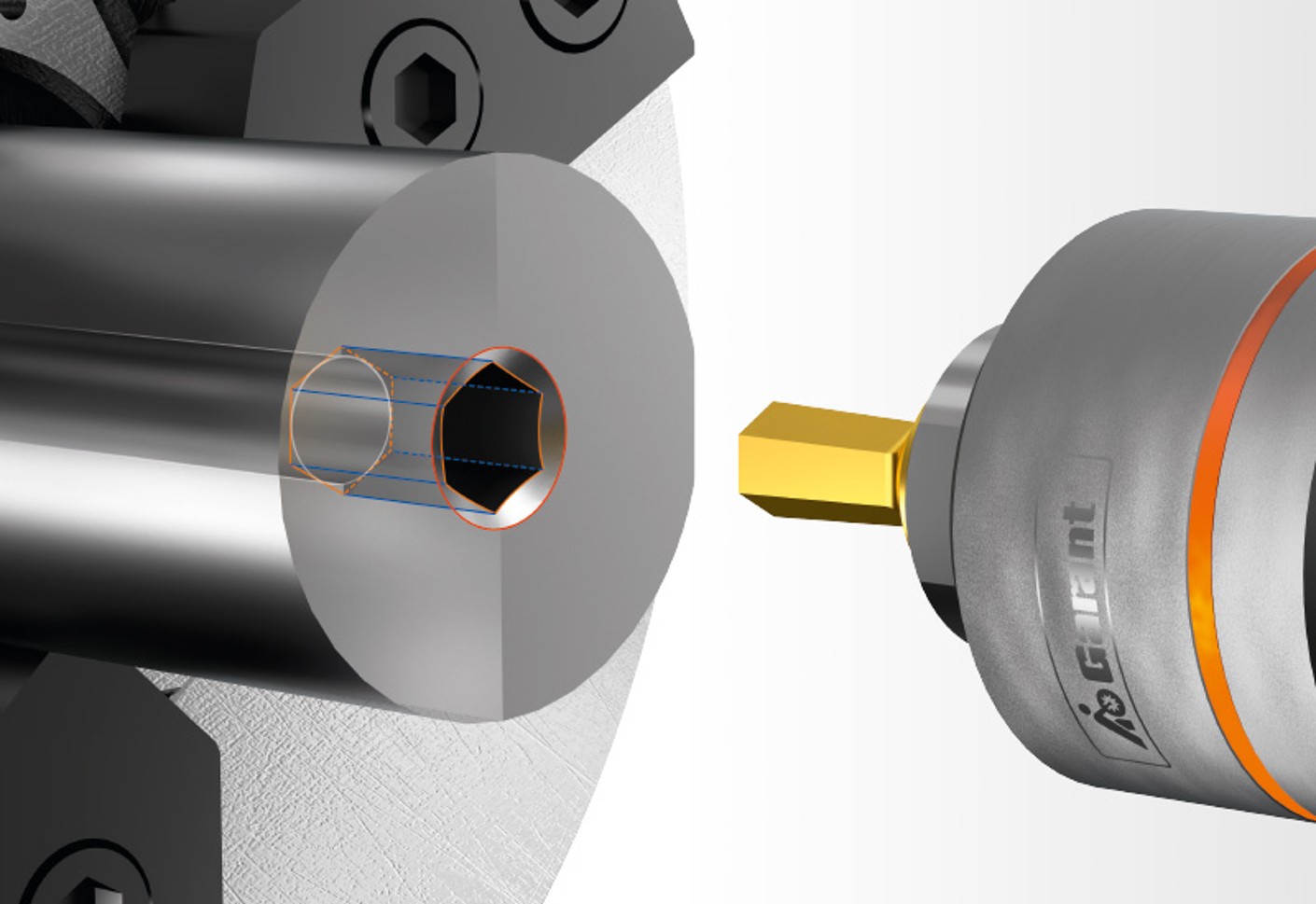
2. lépés Profilüregelés (bolygatott vésés)
CNC esztergagépen történő megmunkáláskor kezdje alacsony fordulatszámmal (n kb. 100–200 ford./perc) és nagy előtolási sebességgel (f kb. 0,1–0,3 mm/ford). Kb. 0,5 mm-es megmunkálási mélység elérése után növelje az előtolási sebességet és a sebességet a táblázat szerint (lásd a beszúró szerszámot a termékoldalon). A visszahúzást végezze nagy előtolási sebességgel.
Hűtő-kenőanyag szükséges. Ha a profilmélység kicsi, elegendő a külső hűtés.
3. lépés Fejezze be a megmunkálást
A vakfuratban maradt forgács szükség esetén (az előfúrt lyukkal azonos átmérőjű) kifúrással vagy aláköszörüléssel eltávolítható.
További részleteket és irányértékeket, valamint a horony- és profilvésési ciklusok programozásával kapcsolatos információkat a brosúránkban talál.