 Master Steel DEEP
Master Steel DEEP{{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:
EAN / GTIN:
Număr producător:


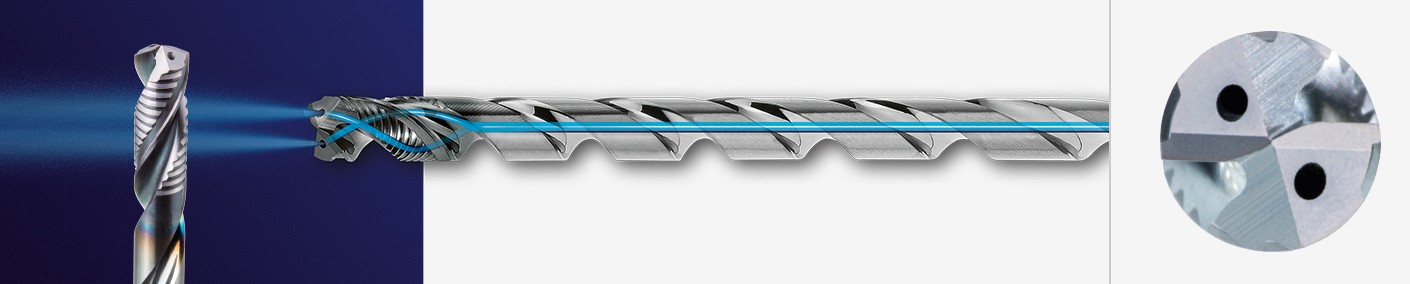
GARANT Master Steel DEEP: Cea mai modernă soluţie pentru găurirea de adâncime. Oferă numeroase elemente tehnice remarcabile pentru gestionarea cu uşurinţă a tuturor provocărilor presupuse de găurirea de adâncime:
În general, se vorbeşte despre găurire la adâncime începând de la o adâncime de prelucrare de 16xD. Printre procedeele uzuale în domeniul de diametre de la 3 până la 14 mm se numără:
În funcţie de sarcina de prelucrare, se poate realiza alegerea având în vedere diferitele diametre nominale posibile, raporturile de lungime şi de diametru, toleranţele, calităţile suprafeţelor precum şi productivitatea impusă.
În mod obişnuit, găurile adânci se realizează în componente costisitoare şi de mari dimensiuni. La fel de mari sunt şi exigenţele în ceea ce priveşte sculele în acest proces de fabricaţie:
Găurirea la adâncimi extrem de mari presupune o solicitare extrem de intensă a sculei. Componentele scumpe şi complexe cresc şi mai mult gradul de dificultate şi riscurile legate de prelucrare. Din acest motiv, realizarea de găuri adânci este denumită regina proceselor de aşchiere.




Totul despre sistemul GARANT de găurire adâncă pentru găuri de până la 50xD Citiţi aici