























{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
Nr katalogowy:
| Arrosage interne | oui, à 40 bars | |
| Entrée de liquide de refroidissement | avec entrée de lubrifiant, concentrique axiale | |
| Sortie de liquide de refroidissement | avec sortie de lubrifiant, concentrique axiale | |
| Lubrifiant | oui | |
| Série | Master Steel | |
| Av. arrosage max. | adaptée | |
| Référence fabricant | GARANT Master Steel Micro VHM-Bohrer zylindrischer Schaft | |
| Position des interfaces | côté machine | |
| Type de barre | Queue cylindrique | |
| Codage du point de séparation suivant ISO TS 13399-60 | ZYL00300115 | |
| Format d’image | Standard | |
| Exécution barre | système métrique | |
| Dimensions de barre, métriques | 3 mm | |
| Usinage à sec | inapproprié | |
| Diamètre de queue | 3 mm | |
| Longueur de queue | 28 mm | |
| Huile | adaptée | |
| Air | moyennement adaptée | |
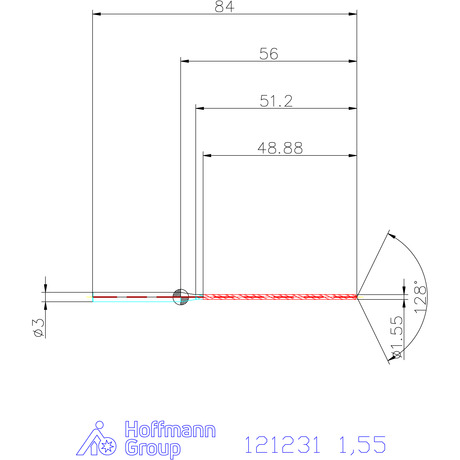
| Diamètre des dents, min. | 1,55 mm | |
| Diamètre des dents, max. | 1,55 mm | |
| Configurable | non | |
| Tolérance diamètre des dents | classe de tolérance ISO | |
| Classe de tolérance ISO | h6 | |
| Longueur des goujures | 51,2 mm | |
| Nombre de lèvres | 2 | |
| Sens de l’hélice | droite | |
| Angle d’hélice, min. | 30 degré | |
| Angle, 1er étage | 128 degré | |
| Type d’affûtage | A | |
| Foret pilote nécessaire | tak | |
| Nuance de coupe | carbure monobloc | |
| Désignation normalisée nuance de coupe, 2e priorité | carbure monobloc | |
| Désignation normalisée nuance de coupe, 3e priorité | carbure monobloc | |
| Groupe d’usinage | P (acier) | |
| Nuances de coupe, désignation du fabricant | VHM | |
| Revêtement | AlCrN | |
| Interface | interface 1 | |
| Longueur de col | 56 mm | |
| Longueur utile | 48,9 mm | |
| Longueur fonctionnelle | 83,62 mm | |
| Poids | 9 g | |
| Sens de la coupe | coupe à droite | |
| Exécution outil | carbure plein | |
| Norme | Werksnorm | |
| Supports de données | sans support de données | |
| Procédé d’usinage | perçage dans la masse | |
| Bague de couleur | vert | |
| Stratégie d’usinage | HPC | |
| Type de produit | foret | |
| Sommaire | pièce unique |
| Numer artykułu | 121231 1,55 | |
| EAN / GTIN | 4062406749026 | |
| Numer producenta | 121231 1,55 | |
| Producent/osoba odpowiedzialna | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |









