






















{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
Nr katalogowy:
| Through-coolant | yes, with 40 bar | |
| Escape of cooling lubricant | with cooling lubricant exit, axially concentric | |
| Cooling lubricant | yes | |
| Series | Master Steel | |
| Wet maximum | suitable | |
| Manufacturer’s designation | GARANT Master Steel Micro VHM-Bohrer zylindrischer Schaft | |
| Interface position | on the machine | |
| Holder type | Plain shank | |
| Interface coding | ZYL00300115 | |
| Holder shape | form A | |
| Holder version | metric with cooling lubricant holes | |
| Holder size, metric | 3 mm | |
| Dry machining | unsuitable | |
| Type of mounting | spigot | |
| Holder tolerance class | h6 | |
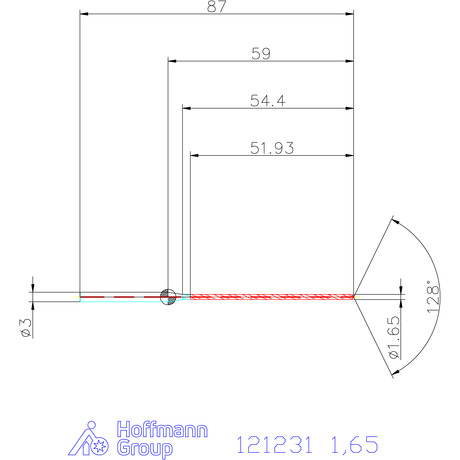
| Shank diameter | 3 mm | |
| Shank length | 28 mm | |
| Air | suitable only under restricted conditions | |
| Cutter diameter, min. | 1.65 mm | |
| Cutter diameter, max. | 1.65 mm | |
| Configurable | no | |
| Tolerance of cutter diameter | tolerance class ISO | |
| Tolerance class ISO | h6 | |
| Flute length | 54.4 mm | |
| Distance from cutter corner to cutter tip | 0.4 mm | |
| Number of teeth | 2 | |
| Twist direction | right-hand | |
| Helix angle, min. | 30 degrees | |
| Helix pitch | 8.98 mm | |
| Angle, 1st step | 128 degrees | |
| Point geometry | A | |
| Type of drilling tool | centre drill, single-sided | |
| Product designation (type) | N | |
| Pilot drill required | tak | |
| Tool material | solid carbide | |
| Standard designation for cutting medium, 2nd Priority | solid carbide | |
| Standard designation for cutting medium, 3rd Priority | solid carbide | |
| Machining group | P (steel) | |
| Cutting media, manufacturer’s designation | VHM | |
| Coating | AlCrN | |
| Interface | joint 1 | |
| Gauge length | 59 mm | |
| Usable length | 51.925 mm | |
| Overall length | 87 mm | |
| Functional length | 86.6 mm | |
| Weight | 9 g | |
| Cutting direction | right-hand cutting | |
| Tool version | solid carbide | |
| Standard | Werksnorm | |
| Data carriers | without data carrier | |
| Machining method | drilling into solid material | |
| Colour ring | green | |
| Machining strategy | HPC | |
| Type of product | indexable drill | |
| Content | single part |
| Numer artykułu | 121231 1,65 | |
| EAN / GTIN | 4062406749040 | |
| Numer producenta | 121231 1,65 | |
| Producent/osoba odpowiedzialna | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |









