



{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
Cat. Nr.:
| Dial indicator display | 0.01 mm | |
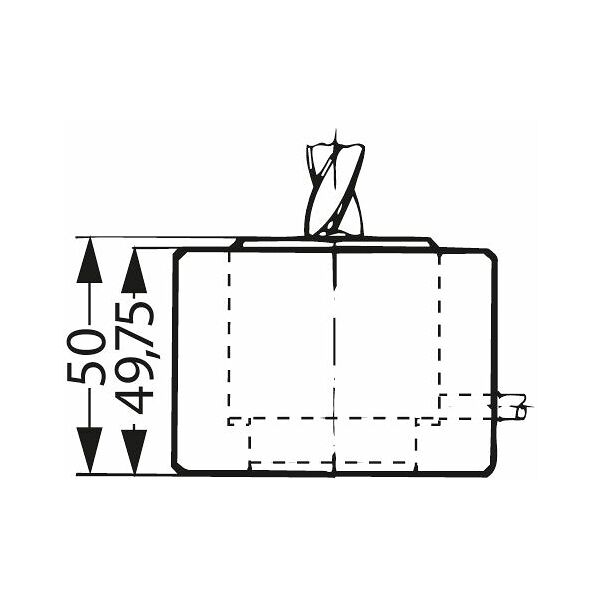
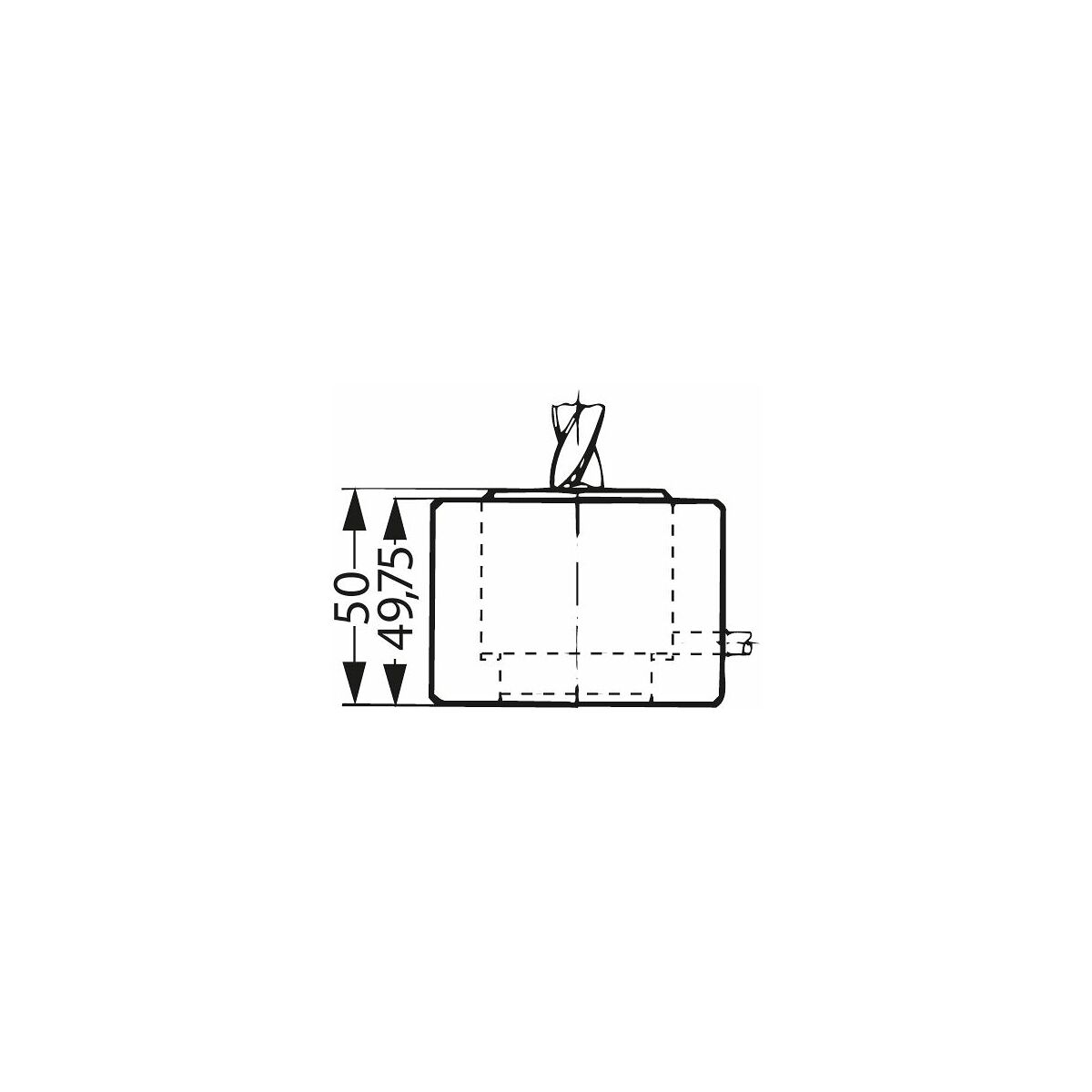
| Height of body − reference face | 49.75 mm | |
| Height of the spring-loaded probe face when the dial indicator reads 0 | 50 mm | |
| Body ⌀ | 65 mm | |
| ⌀ spring-mounted contact face | 47 mm | |
| Type of product | Zeroing device |
| Article number |
359085 50
Copy |
|
| EAN / GTIN |
4045197973443
Copy |
|
| Manufacturer number |
359085 50
Copy |
|
| Manufacturer/responsible person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Germany, www.hoffmann-group.com |