


{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
Nr katalogowy:
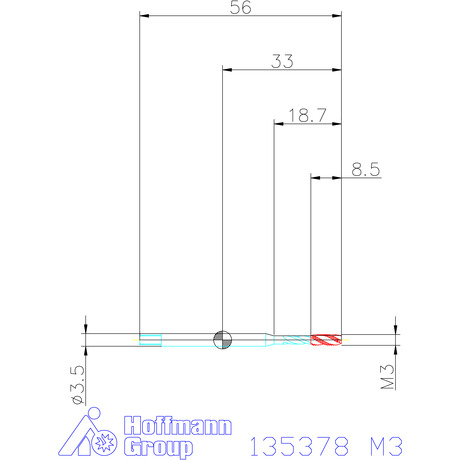
| Numer artykułu | 135378 M3 | |
| EAN / GTIN | 4045197647924 | |
| Numer producenta | 135378 M3 | |
| Producent/osoba odpowiedzialna | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |









