Operazioni di burattatura con la burattatrice GARANT per ottenere superfici perfette
Le potenzialità della burattatura
La burattatura serve per la lavorazione superficiale di pezzi in metallo e plastica.
I pezzi vengono inseriti in una vasca contenente una soluzione acquosa, a cui si aggiungono materiali ad azione abrasiva o lucidante e un eventuale additivo (composto chimico). L’azione vibratoria (vibrofinitura) prodotta dalla vasca di lavoro genera un movimento relativo fra il pezzo e i mezzi utilizzati. I corpi abrasivi (i cosiddetti chip) assicurano l’asportazione del materiale nella quantità desiderata. In base alle necessità, è possibile regolare l’intensità dell’asportazione attraverso diversi parametri di processo.
Le tue esigenze
Elevata flessibilità durante la post-lavorazione
Lotti di piccole e medie dimensioni (da 1 a 500 pezzi)
Possibilità di lavorare fino a tre rivestimenti e più pezzi contemporaneamente
Una soluzione mobile e flessibile, senza spese di investimento elevate
Interventi di manutenzione e ispezioni di lieve entità
Gestione interna per mantenere competenza e trasparenza in tutte le fasi di produzione
I tuoi vantaggi
Molteplici possibilità: lucidatura, sbavatura, rettifica di strutture 3D e tanto altro
Qualità migliore: risultati visibili e misurabili
Massima contiguità: direttamente accanto alla macchina, sempre tutto sotto controllo
Nessun invio a fornitori di servizi esterni: produzione e finitura da un unico fornitore
Risparmio di tempo: riduzione della durata del processo e dei tempi di produzione
Nessuna lavorazione manuale necessaria: tempi di lavorazione più brevi
La burattatrice mobile GMT35 GARANT
1. Carrello
Trasporto rapido e semplice
Tre custodie per materiali abrasivi e componenti
2. Stazione di separazione
Separazione automatica di pezzi e materiali abrasivi
Tre setacci con fori di diverse dimensioni
Facile sostituzione dei corpi abrasivi
3. Isolamento acustico
Rivestimento della macchina con isolamento acustico e carter con protezione antirumore
Trogolo e scarico della tramoggia con rivestimento interno in poliuretano
Livello di rumorosità < 80 dB
4. Sistema di controllo
Protezione contro spruzzi d’acqua e vibrazioni
Utilizzo intuitivo tramite touchscreen
Numerose opzioni di regolazione come tempo di lavorazione, numero di giri, comando della pompa, ecc.
Fasi di lavorazione personalizzate e programmabili
5. Vibratore a trogolo
Motore potente
Trogolo in acciaio con capacità di 35 litri, rivestito internamente (rivestimento in poliuretano da 15 mm)
Trogolo divisibile tramite separatore liscio
Adduzione costante di acqua (45 l/min) mediante due uscite
6. Mobilità
Ruote sul lato inferiore per facilitare il trasporto
Solo collegamento da 230 V – nessuna necessità di un sistema ad aria compressa
né di una conduttura dell’acqua permanente
Salvaspazio: macchina con carrello 2030 x 710 x 1380 mm (larghezza x profondità x altezza)
7. Trattamento per la depurazione dell’acqua integrato
Grande serbatoio dell’acqua (45 litri) per la lavorazione a umido
Trattamento per la depurazione dell’acqua con vasca di sedimentazione
Una soluzione semplice per qualsiasi esigenza
Sbavatura
In questo caso sono stati scelti corpi abrasivi in ceramica di forma triangolare con bordi diritti. Tale struttura si contraddistingue per un’ottima resistenza e una lunga durata. Viene spesso impiegata per la lavorazione di pezzi piatti dalla geometria semplice con bordi pronunciati.
Materiale abrasivo: (501510 1010T)
Corpo abrasivo in ceramica: (grosso)
Forma: triangolare, dimensioni: 10 × 10 mm
Composto 501650 UNI, di impiego universale per acciaio e acciaio legato; adatto a operazioni di rettifica e lucidatura, con protezione contro la corrosione
Tempo di lavorazione: 30 min
Acqua: on
Numero di giri: 3000 min-1
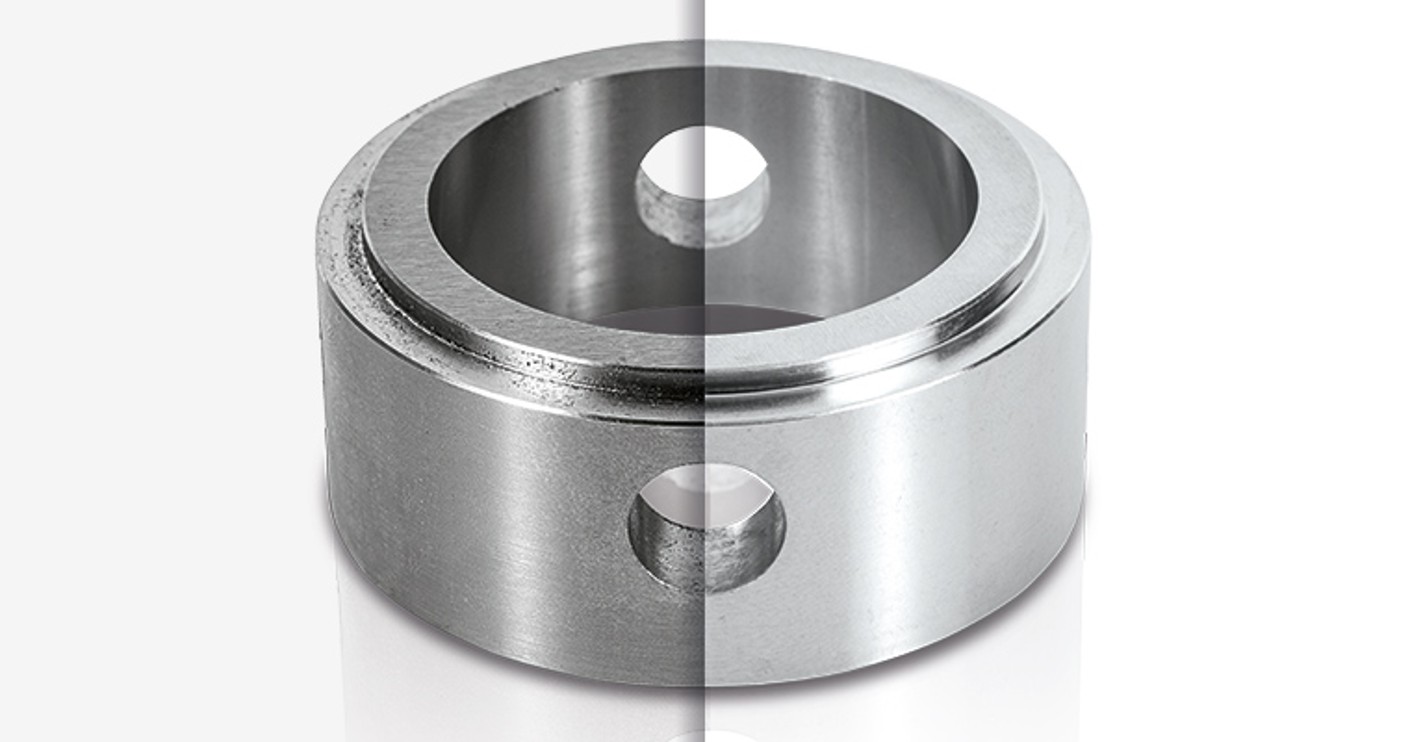
Sbavatura e lucidatura
Pezzi torniti in acciaio 42CrMo4 con fori di rivestimento; sbavatura su tutti i lati. Risultato finale richiesto: superficie lucida. Numero: 10 pezzi
Fase 1: sbavatura
Per questa fase abbiamo optato per corpi abrasivi in ceramica a forma di cilindro obliquo. La forma arrotondata è ideale per la lavorazione di fori e pezzi rotondi. Le estremità appuntite permettono allo stesso tempo di raggiungere facilmente le gradazioni presenti sul lato superiore del pezzo.
Materiale abrasivo: (501530 1020CA)
Corpo abrasivo in ceramica: (grosso)
Forma: cilindro obliquo, dimensioni: 10 × 20 mm
Composto 501650 UNI, di impiego universale per acciaio e acciaio legato; adatto a operazioni di rettifica e lucidatura, con protezione contro la corrosione
Tempo di lavorazione: 40 min.
Acqua: on
Numero di giri: 3000 min-1
Fase 2: lucidatura
Per il processo di lucidatura, la scelta ideale è rappresentata dai corpi abrasivi in porcellana. Questi ultimi levigano le superfici ottenendo così un risultato finale qualitativamente elevato.
Materiale abrasivo: (501590 0406CA)
Corpo abrasivo in porcellana: (lucidato)
Forma: cilindro (obliquo)
Dimensioni: 4 × 6 mm
Composto 501650 UNI, di impiego universale per acciaio e acciaio legato; adatto a operazioni di rettifica e lucidatura, con protezione contro la corrosione
Tempo di lavorazione: 40 min.
Acqua: on
Numero di giri: 3000 min-1
Post-lavorazione di pezzi prodotti in maniera additiva
1) Sfera cava con struttura reticolare in acciaio per utensili 1.2709, prodotta in maniera additiva con la tecnica di stampa 3D (SLM). Requisito: superficie ruvida (struttura stratificata) completamente rettificata e lucidata fino a raggiungere la massima brillantezza. La parte inferiore, collegata alla struttura di supporto, è stata sottoposta a una sgrossatura preliminare. Numero: 50 pezzi
Fase 1: rettifica
Materiale abrasivo: 501530 1530CA Corpo abrasivo in ceramica: grossolano Forma: cilindro (obliquo), dimensioni: 15 × 30 mm Composto 501650 UNI Tempo di lavorazione: 4 ore Acqua: on Numero di giri: 3000 min-1
Fase 2: lucidatura
Materiale abrasivo: 501590 0406CA Corpo abrasivo in porcellana: lucidatura Forma: cilindro (obliquo), dimensioni: 4 × 6 mm Composto 501650 UNI Tempo di lavorazione: 2 ore Acqua: on Numero di giri: 3000 min-1
2) Inserti piatti in resina polimerica, prodotti in maniera additiva con la tecnica di stampa 3D (MJP). Requisito: uniformare la struttura 3D ed eseguire una finitura leggermente lucida delle superfici. Numero: 100 pezzi
Fase 1: rettifica
Materiale abrasivo: 501561 1010K Corpo abrasivo in plastica: grossolano Forma: conica, dimensioni: 10 × 10 mm Composto 501650 UNI Tempo di lavorazione: 2 ore Acqua: on Numero di giri: 3000 min-1
Fase 2: lucidatura
Materiale abrasivo: 501590 0406CA Corpo abrasivo in porcellana: lucidatura Forma: cilindro (obliquo), dimensioni: 4 × 6 mm Composto 501650 UNI Tempo di lavorazione: 1 ora Acqua: on Numero di giri: 3000 min-1
Guida pratica alla burattatura: ulteriori consigli e soluzioni pratiche
Scelta dei mezzi di lavorazione
Nella nostra Brochure sono riportate tutte le informazioni dettagliate relative alla scelta dei mezzi di lavorazione o alla forma e alle dimensioni dei corpi abrasivi.
Note generali aggiuntive:
I corpi abrasivi grandi presentano un’azione abrasiva maggiormente aggressiva rispetto a quelli più piccoli. Garantiscono la massima asportazione nel più breve tempo possibile.
Prima della lavorazione controllare il pezzo per verificare il rischio di blocco e l’accessibilità sui punti critici (come fori, tasche e scanalature).
Effettuare prima un test con un solo pezzo.
Con l’aumentare della frequenza di utilizzo i corpi abrasivi diventano man mano sempre più piccoli e con i bordi arrotondati. Ciò può provocare una riduzione dell’azione abrasiva.
Iniziare con un numero di giri massimo (3000 min-1). Verificare se il pezzo e i corpi abrasivi si muovono in modo circolare all’interno del trogolo. In caso contrario, ridurre il numero di giri.
Nella fase di lucidatura, un numero di giri più basso produce tendenzialmente un miglior risultato delle superfici (comportando però tempi di lavorazione più lunghi).
Di norma nella sbavatura è possibile ottenere un’azione abrasiva più intensa impostando un numero di giri più elevato.
Ridurre il numero di giri in caso di danneggiamento dei componenti dovuto a collisione.
Per un rapporto volumetrico corretto
Requisiti superficiali elevati >> ridurre la quantità di pezzi.
Requisiti superficiali minimi >> aumentare la quantità di pezzi.
Evitare collisioni in caso di pezzi di grandi dimensioni >> usare un apposito separatore liscio.
Azione abrasiva / intensità di sbavatura troppo bassa
Soluzione
È stato scelto il materiale abrasivo giusto? Corpo abrasivo in ceramica, plastica e porcellana.
Materiale abrasivo fortemente usurato o arrotondato?
È stato utilizzato un composto chimico idoneo (agente di trattamento)?
È stato rispettato il rapporto di miscela consigliato (concentrazione) tra acqua e composto chimico?
Utilizzare corpi abrasivi di dimensioni maggiori (i punti critici sul pezzo dovranno essere sempre raggiungibili).
Aumentare il numero di giri.
Aumentare il tempo di lavorazione.
Verificare che l’acqua non presenti impurità.
Nelle tasche profonde e nei fori ciechi, i corpi abrasivi si muovono con una minore intensità, riducendo quindi l’azione abrasiva. Una possibile soluzione potrebbe essere l’utilizzo di corpi abrasivi più piccoli.
Azione abrasiva troppo elevata
Riduzione dei tempi di lavorazione.
Ridurre il numero di giri.
È stato scelto il materiale abrasivo giusto? Corpo abrasivo in ceramica, plastica e porcellana.
Scegliere un corpo abrasivo con grado di finezza medio anziché grosso.
Utilizzare corpi abrasivi di piccole dimensioni. Assicurarsi che non si blocchino all’interno dei fori.
Pezzi sporchi dopo la lavorazione
Cambiare la miscela d’acqua.
Concentrazione del composto chimico nella miscela d’acqua troppo bassa?
Pezzi troppo sporchi già allo stato iniziale?
Pezzi danneggiati a causa di una collisione
Ridurre il numero di pezzi lavorati contemporaneamente.
Usare un separatore liscio come delimitazione.
Ridurre il numero di giri
I corpi abrasivi si bloccano all’interno di fori, fessure e scanalature
Scegliere corpi abrasivi di dimensioni diverse.
Scegliere corpi abrasivi con una forma differente.
Sostituire i corpi abrasivi usurati (diventati troppo piccoli) con dei ricambi nuovi dalla forma completa.
Coprire o riempire le cavità / i punti più critici
Nessuna rimozione della bava
Le bave di dimensioni superiori a 0,3 mm (larghezza base) non possono più essere rimosse con un processo economico. Controllare / ottimizzare i parametri di processo / l’usura degli utensili nella fase di produzione precedente.
La macchina è troppo rumorosa
Chiudere correttamente tutte le coperture, in particolare il coperchio del trogolo. Se le vibrazioni prodotte dal coperchio del trogolo dovessero aumentare in maniera considerevole, sostituire il paracolpi di gomma della levetta.
La pulizia del serbatoio dell’acqua richiede molto tempo
L’intero serbatoio dell’acqua può essere eventualmente pulito con un aspiratore trucioli (ad es. n. art. 078541 751-11).
La burattatrice GMT35 di GARANT convince non solo per la sua potenza e la sua mobilità, ma anche per le sue accurate funzionalità e l’ottimo design. La giuria del German Design Award ha riconosciuto queste qualità e ha premiato la macchina nella categoria “Industria”.
Le potenzialità della burattatura
La burattatura serve per la lavorazione superficiale di pezzi in metallo e plastica.
I pezzi vengono inseriti in una vasca contenente una soluzione acquosa, a cui si aggiungono materiali ad azione abrasiva o lucidante e un eventuale additivo (composto chimico). L’azione vibratoria (vibrofinitura) prodotta dalla vasca di lavoro genera un movimento relativo fra il pezzo e i mezzi utilizzati. I corpi abrasivi (i cosiddetti chip) assicurano l’asportazione del materiale nella quantità desiderata. In base alle necessità, è possibile regolare l’intensità dell’asportazione attraverso diversi parametri di processo.