




























{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:

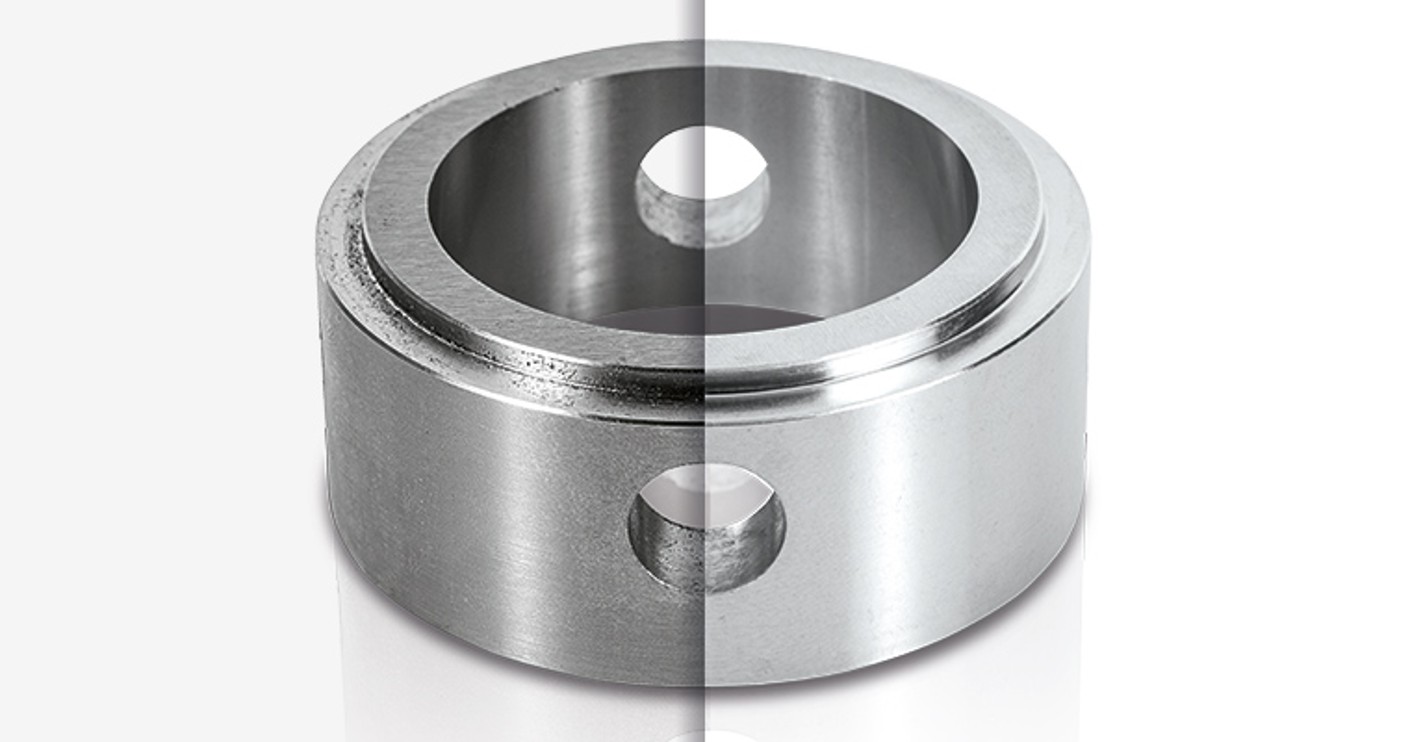
Das Gleitschleifen, auch Gleitspanen genannt, dient zur Oberflächenbearbeitung von Werkstücken aus Metall und Kunststoff.
Die Werkstücke werden zusammen mit Schleif- oder Polierkörpern und einem Zusatzmittel (Compound) in einer wässrigen Lösung in einen Behälter gegeben. Durch eine oszillierende Bewegung (Vibrationsgleitschleifen) des Arbeitsbehälters entsteht zwischen Werkstück und Verfahrensmittel eine Relativbewegung. Die Schleifkörper, sogenannte Chips, sorgen dabei für den gewünschten Materialabtrag. Je nach Bedarf kann der Abtrag durch verschiedene Prozessparameter höher oder niedriger eingestellt werden.

Unsere FachberaterInnen machen Ihnen den Einstieg in die Welt des Gleitschleifens durch eine detalllierte Beratung so einfach wie möglich. Durch eine Testbearbeitung Ihrer Bauteile bei uns im Haus können Sie die Vorteile Ihrer geplanten Investition klar abschätzen und erhalten einen Leitfaden, mit welchem Sie nach einem Kauf der GARANT Gleitschleifmaschine GMT35 direkt mit der Bearbeitung Ihrer Werkstücke starten können.

Unsere FachberaterInnen beraten Sie gerne unverbindlich vor Ort. Dabei werden alle Daten aufgenommen und die Machbarkeit Ihres Bearbeitungsprozesses mit unseren Gleitschleiflösungen geprüft. Punkte wie z.B. Werkstückgeometrie, Oberflächen-Anforderungen oder jährlich zu fertigende Stückzahl werden genau analysiert und aufgenommen.

Mit unserer Kundenmusterteilbearbeitung bieten wir allen an einer GMT35 interessierten Kunden vorab den Service einer Test-Bearbeitung einzelner Bauteile. So erhalten Sie vor dem Kauf ein klares Bild davon, was Sie von unseren Produkten zukünftig erwarten können.

Sie erhalten ein detailliertes Angebot, in welchem alle für Ihren zukünftigen Gleitschleifprozess nötigen Produkte enthalten sind.

Bei Auslieferung der Gleitschleifmaschine GMT35 nehmen unsere FachberaterInnen die Maschine gemeinsam mit Ihnen in Betrieb und geben Ihnen eine ausführliche Einweisung an der Maschine.

1. Transportwagen
2. Separierstation
3. Schalldämmung
4. Steuerung
5. Trogvibrator
6. Mobilität
7. Integrierte Wasseraufbereitung

Beispiel: Halterungen aus Stahl S355, mit Laserstrahl geschnittene Kanten und eingearbeiteten Bohrungen, allseitig entgraten. Keine hohen Anforderungen an Endzustand der Oberfläche. Anzahl: 80 Stück
1. Prozessschritt: Entgraten
Hierfür wurden die Keramik-Schleifkörper in der Form Dreieck mit geraden Kanten ausgewählt. Diese Form zeichnet sich durch ihre Robustheit und lange Standzeit aus. Sie wird häufig für die Bearbeitung von einfachen, flachen Werkstücken mit ausgeprägten Kanten eingesetzt.



| 1. Arbeitsschritt: Entgraten und Schleifen | 2. Arbeitsschritt: Polieren | ||||
|---|---|---|---|---|---|
| Werkstoff | Schleifkörper | Compound | Schleifkörper | Compound | |
| Weich | Aluminium |  Kunststoff-Schleifkörper* (501561 – 501575) | 501660 ALUMINIUM |  Porzellan-Schleifkörper | 501660 ALUMINIUM |
| Zink | |||||
| Kupfer | 501665 COPPER | 501665 COPPER | |||
| Messing | |||||
| Kunststoff | 501650 UNI bzw. 501670 PLASTIC 501657 CLEAN | 501650 UNI bzw. 501670 PLASTIC (für Hochglanzoberflächen) | |||
| Hart | Stahl |  Keramische Schleifkörper (501510 – 501535) | 501650 UNI 501657 CLEAN | 501650 UNI bzw. 501655 SHINY (für Hochglanzoberflächen) | |
| Gusseisen | |||||
| Rostfreier Stahl | |||||
| Titan | |||||
| *Auch kleine, keramische Schleifkörper geeignet. Große, keramische Schleifkörper können bei der Bearbeitung von „weichen“ Werkstoffen zu Oberflächenschäden führen. | |||||


Sie haben im Nachgang nach dem Gleitschleifen eine sehr hohe Anforderung an die Reinigung und Trocknung der Bauteile?
Dann ist die Reinigung mit Ultraschallreinigungsgeräten und passenden Reinigern zu empfehlen. Die Einleitung von Ultraschall in Flüssigkeiten erzeugt einen pulsierenden Strom mit einer Vielzahl von kleinsten Gasbläschen, die beim Auftreffen auf feste Körper „implodieren“. Die dabei freigesetzte Energie„sprengt“ den Schmutz von den zu reinigenden Teilen. Da die Reinigungsflüssigkeit auch in Bohrungen und Hinterschneidungen eindringt, reinigt Ultraschall zuverlässig auch bei komplexen Geometrien. Im Gegensatz zu einer mechanischen Reinigung oder Reinigung mit Hochdruck wird die Oberfläche der Bauteile geschont.
 Entdecken Sie hier unser Sortiment an Ultraschallreinigungsgeräten und Zubehör
Entdecken Sie hier unser Sortiment an Ultraschallreinigungsgeräten und Zubehör
Das richtige Zusammenspiel aus Gleitschleifmaschine, Schleifkörpern, Compounds, Persönlicher Schutzausrüstung und Reinigungsgeräten ist die Garantie für optimale Schleifergebnisse.

Das Gleitschleifen, auch Gleitspanen genannt, dient zur Oberflächenbearbeitung von Werkstücken aus Metall und Kunststoff.
Die Werkstücke werden zusammen mit Schleif- oder Polierkörpern und einem Zusatzmittel (Compound) in einer wässrigen Lösung in einen Behälter gegeben. Durch eine oszillierende Bewegung (Vibrationsgleitschleifen) des Arbeitsbehälters entsteht zwischen Werkstück und Verfahrensmittel eine Relativbewegung. Die Schleifkörper, sogenannte Chips, sorgen dabei für den gewünschten Materialabtrag. Je nach Bedarf kann der Abtrag durch verschiedene Prozessparameter höher oder niedriger eingestellt werden.