




















{{ name }}
Č. pol. {{ combinedCodeWithHighlight }}
Kód položky:
EAN/GTIN:
Číslo výrobcu:
Kat. č.:
| Séria | Master Steel | |
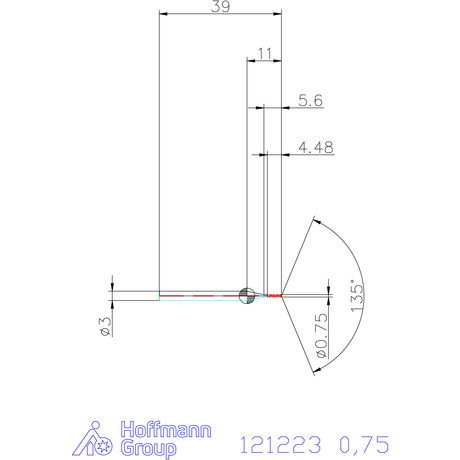
| Menovité -⌀ DC | 0,75 mm | |
| Povrchová úprava | AlCrN | |
| Rezný materiál | VHM | |
| Norma | Výrobná norma | |
| Prevedenie | 5×D | |
| Tolerancia menovitého ⌀ | m6 | |
| Počet rezných hrán Z | 2 | |
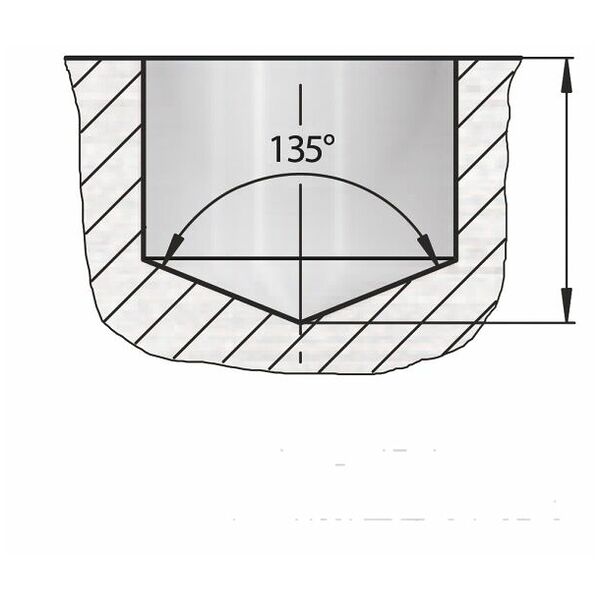
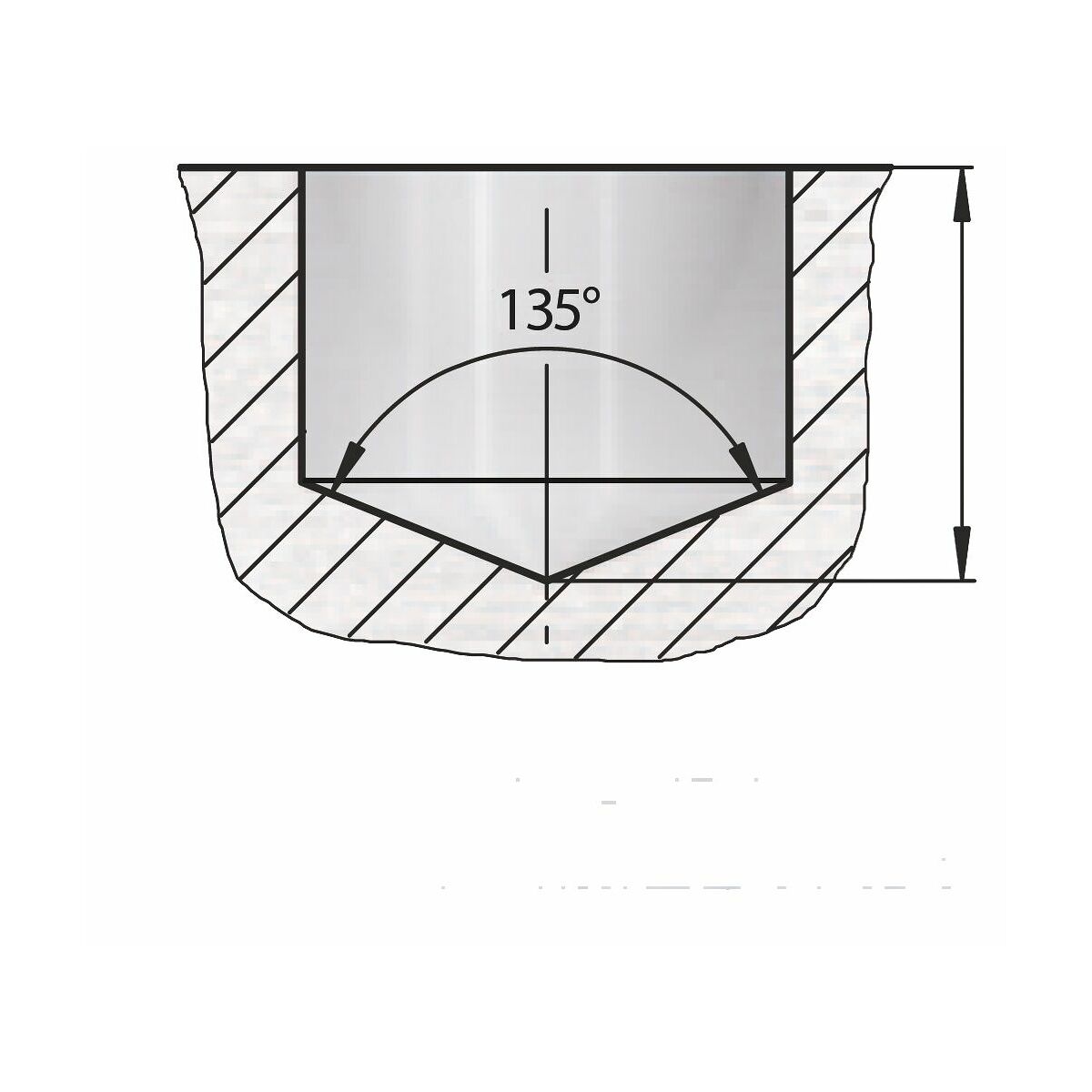
| Uhol špičky | 135 Stupeň | |
| odporúčaná maximálna hĺbka vŕtania l2 | 4,5 mm | |
| Stopka | DIN 6535 HA s h6 | |
| Vnútorné chladenie | áno, pri 40 bar | |
| Stratégia obrábania | HPC | |
| Pološtandard | áno | |
| Dĺžka napínacích drážok Lc | 5,6 mm | |
| Celková dĺžka L | 39 mm | |
| ⌀ stopky Ds | 3 mm | |
| Posuv f v oceli < 1100 N/mm2 | 0,028 mm/ot. | |
| Posuv f v INOX < 900 N/mm2 | 0,015 mm/ot. | |
| Farebný krúžok | zelená | |
| Druh produktu | Špirálový vrták |
| Číslo položky | 121223 0,75 | |
| EAN/GTIN | 4067263477099 | |
| Číslo výrobcu | 121223 0,75 | |
| Výrobca/zodpovedná osoba | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













