Szanowni Klienci, w czwartek 9 maja 2024 r. ze względu na święto w Niemczech, nie będą realizowane wysyłki zamówień do Polski. Przepraszamy za niedogodności.
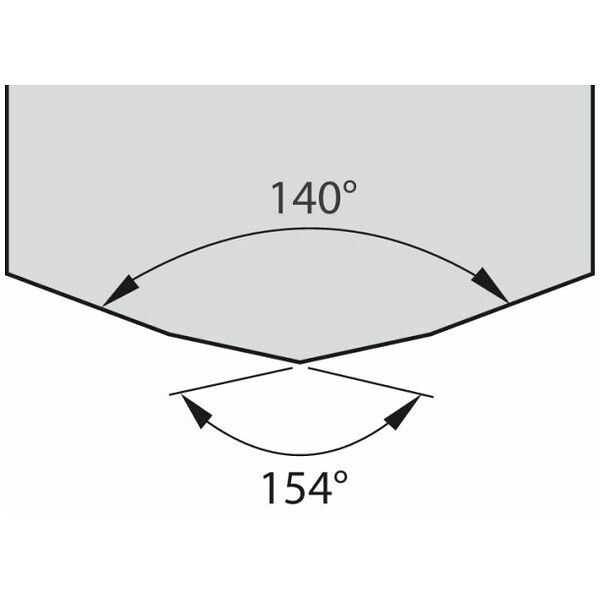
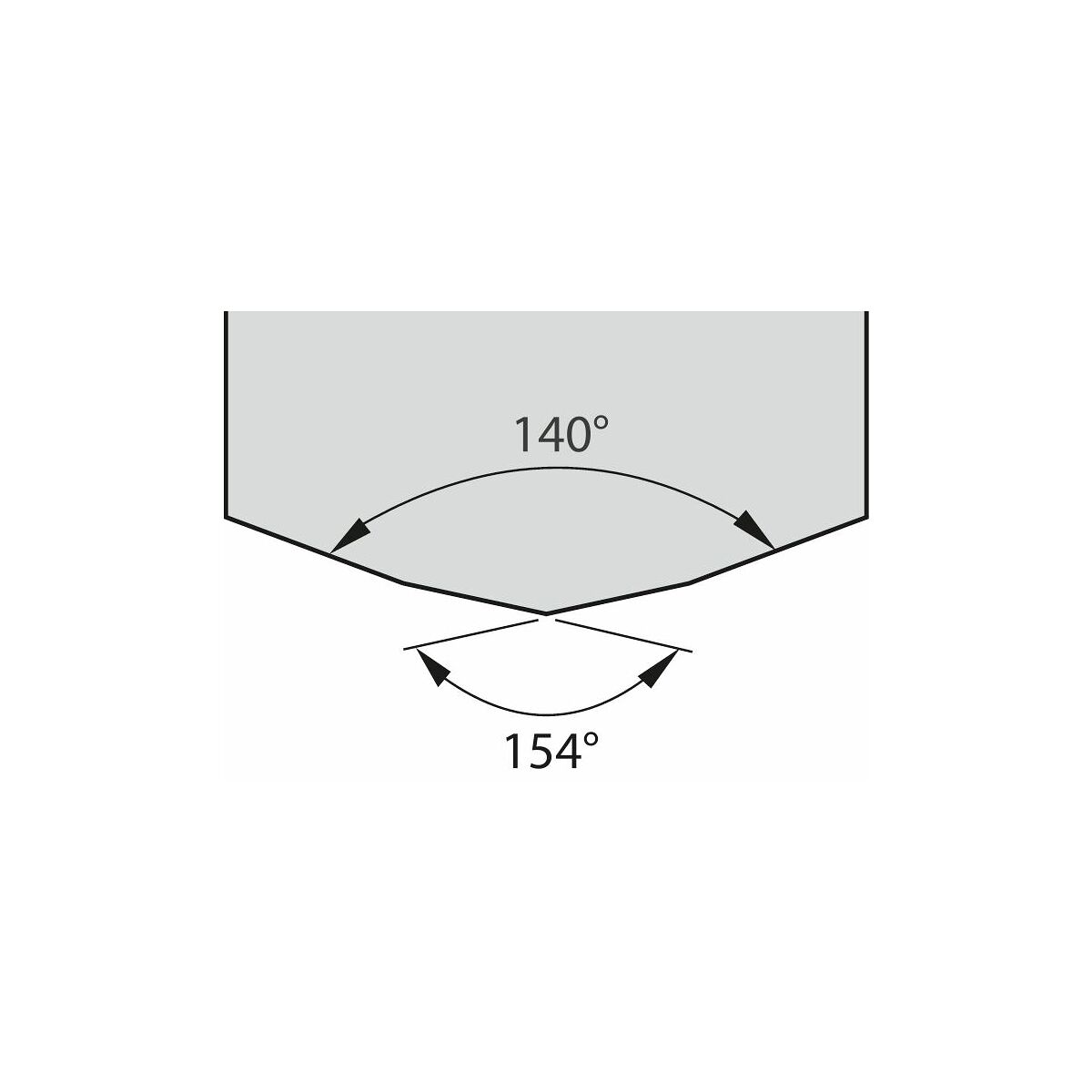
Pryzmatycznie oszlifowanyzestaw ostrzy zapewnia dokładne pozycjonowanie i stabilne osadzenie. Zagięte pod kątem, promieniowe powierzchnie przyłożenia zapewniają znaczny wzrost siły zacisku spowodowany siłami skrawania działającymi podczas obróbki. Do wydajnego wiercenia z wysokimi prędkościami posuwu. ICM Główny obszar zastosowań ISO M, ISO S (w szczególności Inconel i tytan) oraz ISO N. Krawędź tnąca z ujemną fazą i specjalnym zaokrągleniem, szczególnie do obróbki stali nierdzewnej.
Wskazówka:
Parametry skrawania dotyczą korpusów wiertarskich 5×D. Otwory pilotowe stosować tylko z płytkami skrawającymi tego samego typu – w szczególności w przypadku płytek FCP oraz QCP-2M. Przestrzegać wskazówek dotyczących użytkowania dla elementu podstawowego. Tolerancja wykonawcza płytek: k7 (dodatnia tolerancja średnicy skrawania). Konwencja oznaczeń: [typ] [⌀ DC]-[dodatek] [materiał tnący] Przykłady: Nr 231740 6,5 ICP 065 IC908 Nr 231742 18,5 ICP 185-2M IC908 Nr 231745 18,5 HCP 185-IQ IC908