







{{ name }}
Art.-Nr. {{ combinedCodeWithHighlight }}
Sachnummer:
EAN / GTIN:
Herstellernummer:
Kat. Nr.:
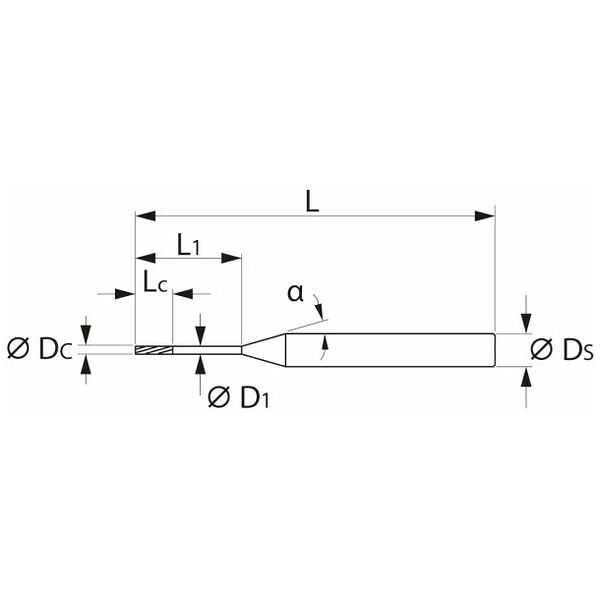
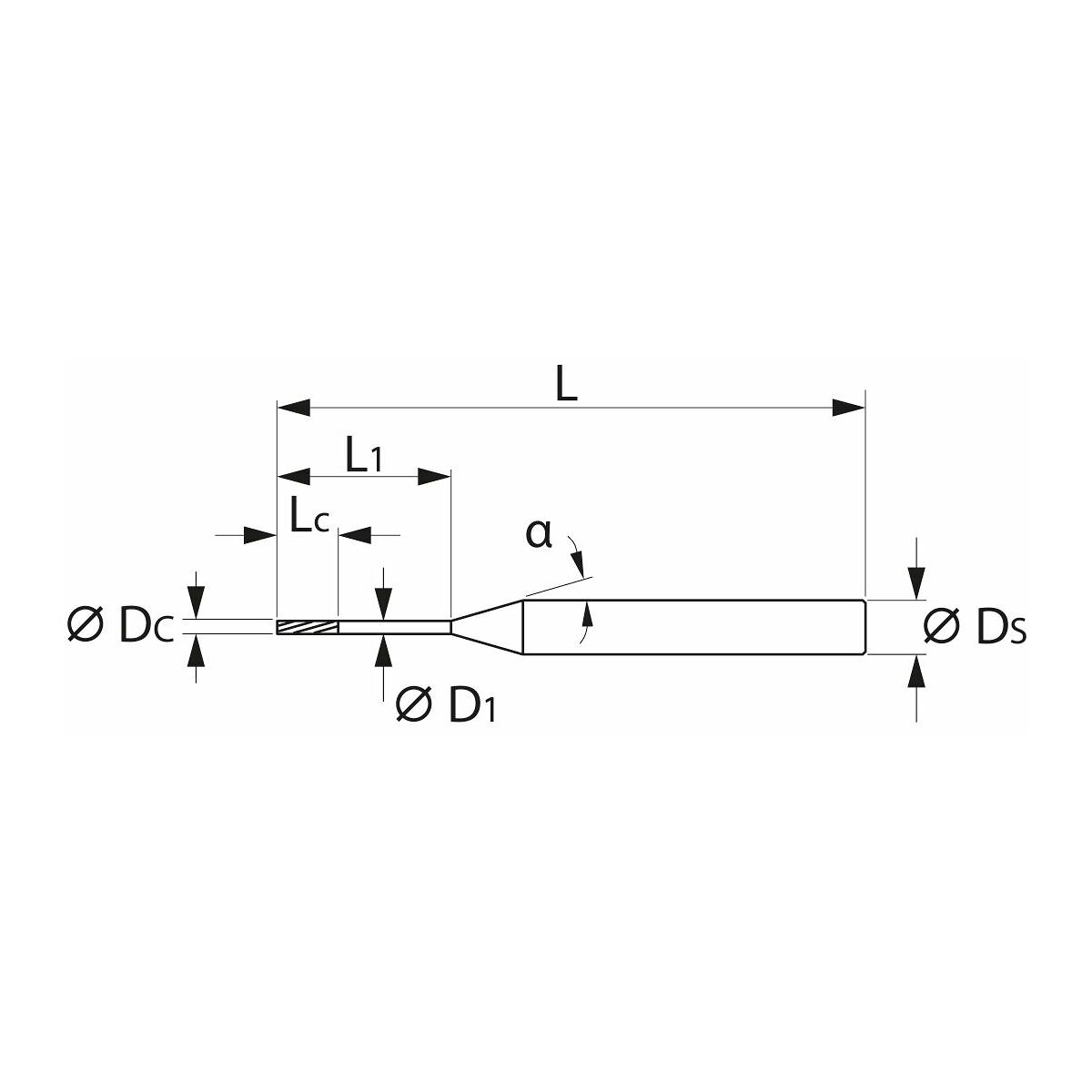
| Skær-⌀ DC | 3 mm | |
| Belægning | Diamant | |
| Skæremateriale | HM | |
| Norm | Fabriksstandard | |
| Tolerance, nom. ⌀ | 0 / −0,005 | |
| Antal tænder Z | 2 | |
| Spiralvinkel | 30 grader | |
| Tilspændingsretning | Vandret, skrå og lodret | |
| Indgrebsbredde ae ved fræsning | Hel not, skæredybde 1×D; 0,5×D ved beskæring | |
| Skaft | DIN 6535 HA med h5 | |
| Indvendig køling | nej | |
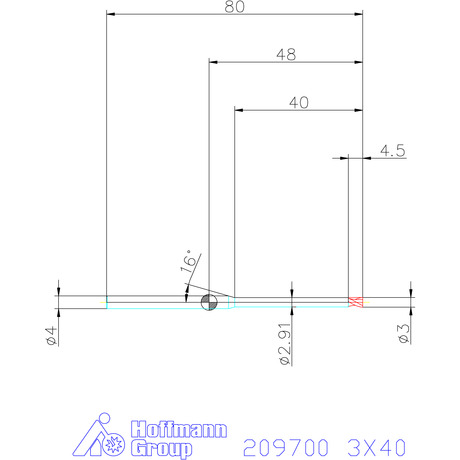
| Skærlængde Lc | 4,5 mm | |
| Udhængslængde L1 inkl. fristilling | 40 mm | |
| Fristilling-⌀ D1 | 2,91 mm | |
| Samlet længde L | 80 mm | |
| Skaft-⌀ Ds | 4 mm | |
| Hjørnefasvinkel | 90 grader | |
| Tilspænding fz til notfræsning i grafit | 0,025 mm | |
| Tilspænding fz til beskæring i grafit | 0,03 mm | |
| Korrektionsfaktor ap korr | 0,35 | |
| Farvering | sort | |
| Produkttype | Hjørnefræser |
| Artikelnummer | 209700 3X40 | |
| EAN / GTIN | 4045197917607 | |
| Herstellernummer | 209700 3X40 | |
| Hersteller/verantwortliche Person | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













