



















{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
| Seria | Master Steel | |
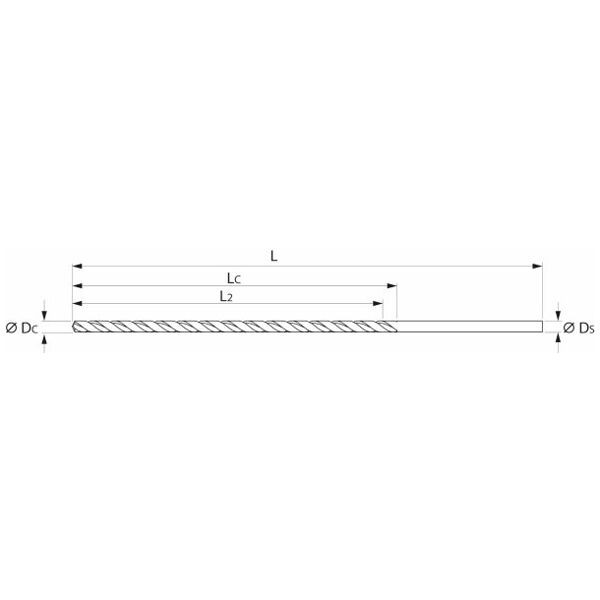
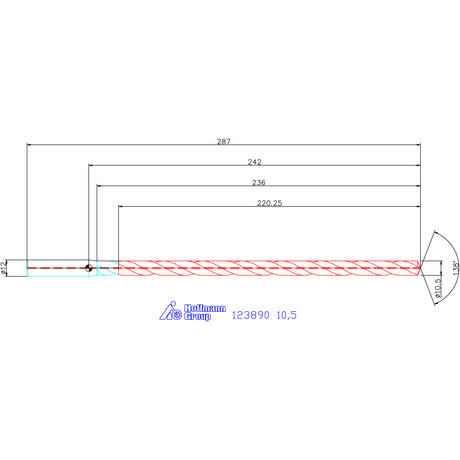
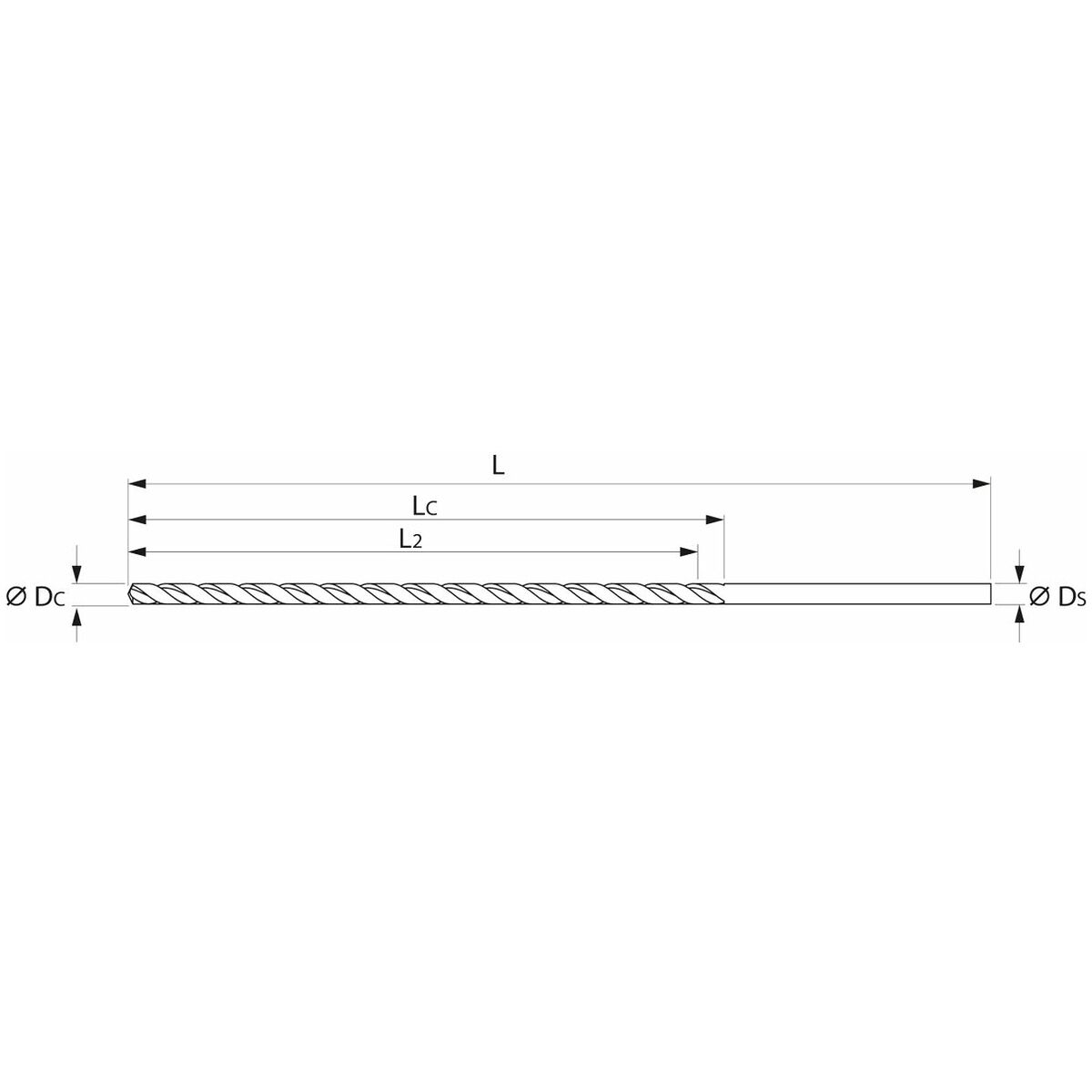
| ⌀ nom. DC | 10,5 mm | |
| powłoka | TiAlN | |
| Materiał ostrza | VHM | |
| norma | Norma zakładowa | |
| Wersja | 20×D | |
| Tolerancja ⌀ nominalnej | j6 | |
| Liczba ostrzy Z | 2 | |
| kąt wierzchołkowy | 138 stopni | |
| zalecana maksymalna głębokość wiercenia L2 | 220,3 mm | |
| chwyt | DIN 6535 HA h6 | |
| chłodzenie wewnętrzne | tak, przy 40 bar | |
| Strategia skrawania | HPC | |
| Konieczne wiertło pilotowe | tak, wiertła pilotowe | |
| Długość rowków wiórowych Lc | 236 mm | |
| długość całkowita L | 287 mm | |
| ⌀ chwytu Ds | 12 mm | |
| posuw f w stali < 900 N/mm2 | 0,21 mm/obr. | |
| pierścień barwny | zielone | |
| Rodzaj produktu | Wiertła kręte |
| Numer artykułu | 123890 10,5 | |
| EAN / GTIN | 4062406268299 |











