

{{ name }}
Nr art. {{ combinedCodeWithHighlight }}
Nr własny produktu:
EAN / GTIN:
Numer producenta:
| wielkość gwintu | 1/8-27 NPT | |
| powłoka | TiAlN | |
| Rodzaj gwintu | NPT | |
| Kąt boku zarysu gwintu | 60 stopni | |
| Materiał ostrza | HSS E PM | |
| norma | ANSI B 1.20.1 | |
| Norma na gwinty | ANSI B 1.20.1 | |
| Kształt nakroju | C | |
| Zbieżność stożka | 1:16 | |
| Kąt linii śrubowej | 15 stopni | |
| chwyt | chwyt walcowy z h9 | |
| chłodzenie wewnętrzne | nie | |
| Zastosowanie przy rodzaju otworów | Otwór nieprzelotowy; Otwór przelotowy | |
| kierunek skrawania | prawe | |
| skok gwintu | 0,941 mm | |
| liczba zwojów na cal | 27 | |
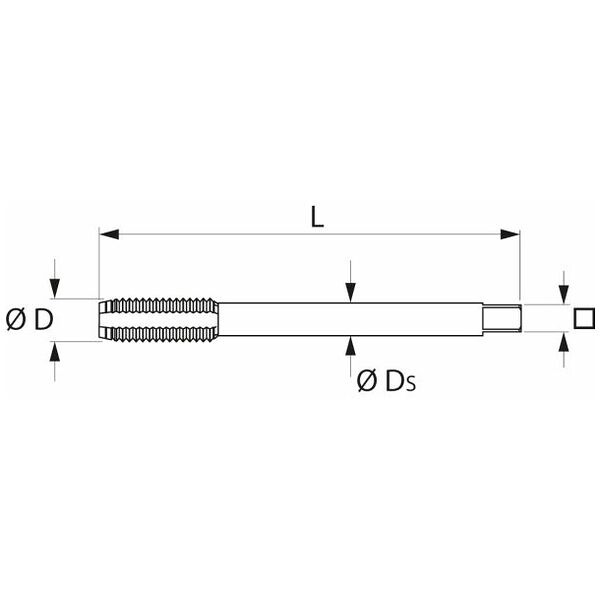
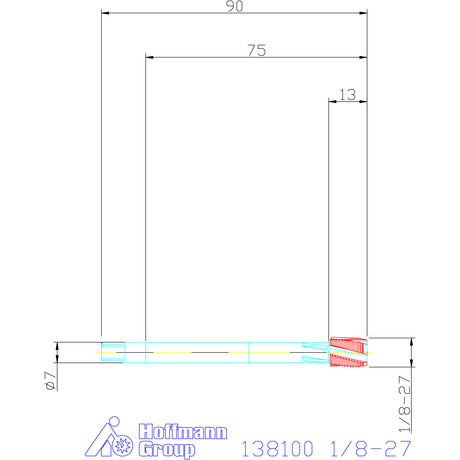
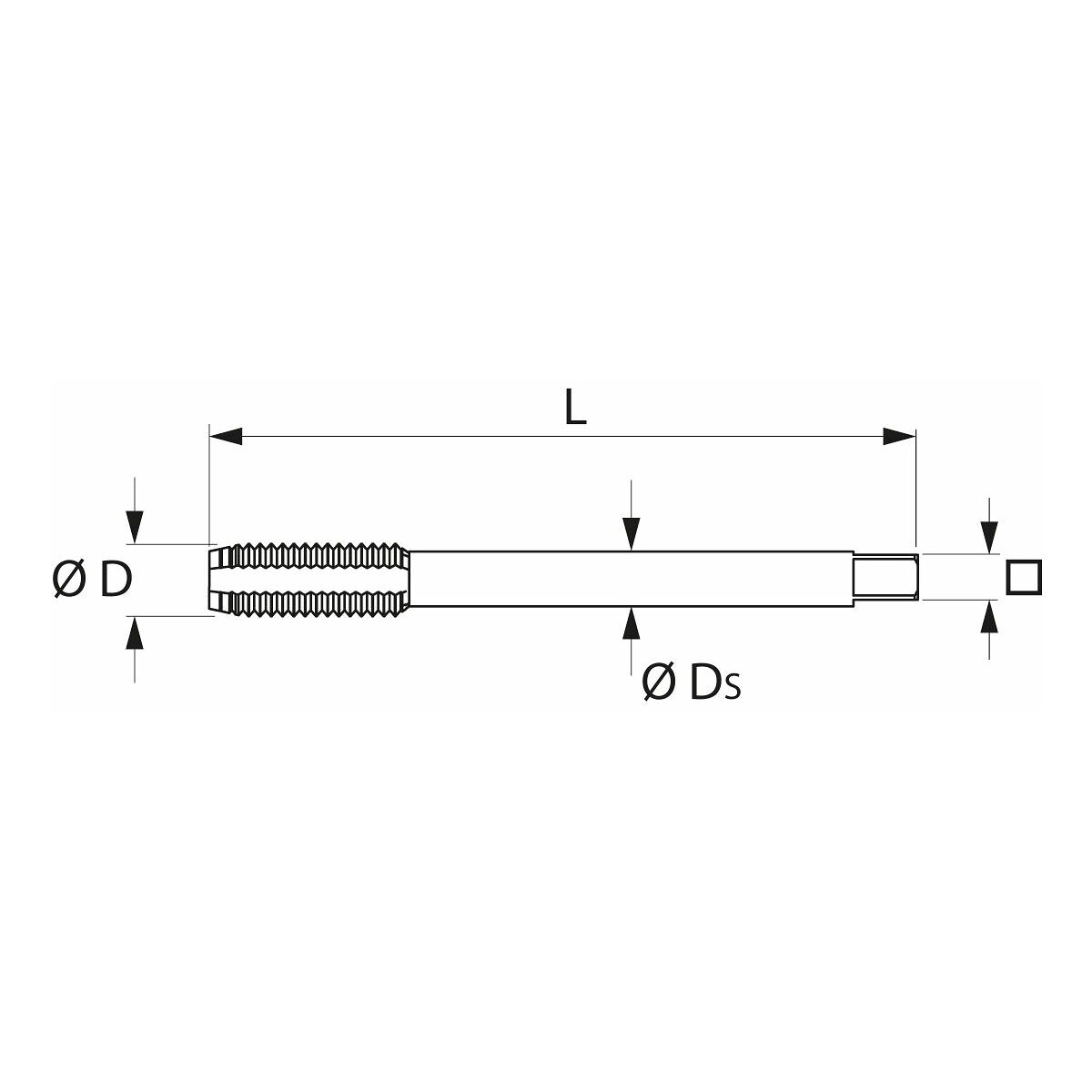
| długość całkowita L | 90 mm | |
| ⌀ chwytu Ds | 7 mm | |
| Chwyt kwadratowy □ | 5,5 mm | |
| ⌀ otworu pod gwint A | 8,5 mm | |
| ⌀ otworu pod gwint B | 8,25 mm | |
| ⌀ przymiaru Dmaks. + 0,05 | 8,74 mm | |
| Głębokość minimalna otworu pod gwint | 12 mm | |
| ⌀ gwintu | 10,242 mm | |
| rodzaj narzędzia gwintującego | Gwintowniki maszynowe do obróbki konwencjonalnej | |
| liczba rowków wiórowych | 4 | |
| pierścień barwny | czerwone | |
| Liczba ostrzy Z | 4 | |
| głębokość gwintu | 19,732 mm | |
| Rodzaj produktu | gwintownik |
| Numer artykułu | 138100 1/8-27 | |
| EAN / GTIN | 4045197080417 |







