Provedení:
Vysoce výkonný mikrovrták pro univerzální použití do řady materiálů se zaměřením na obrábění oceli. Maximální procesní spolehlivost díky přesně navzájem sladěným nástrojům celého systému a rozšířené vodicí fazetce. Vrtání nejmenšího průměru až do maximální hloubky po předchozím pilotním otvoru. Optimální kompromis mezi průměrem jádra a velikostí prostoru pro třísky pro optimální odvod třísek – i u materiálů tvořících dlouhé třísky. Vyšší rychlost úběru a delší životnost nástroje vedou k ekonomickému procesu vrtání, a to i při nejmenších průměrech vrtání při velkém poměru L/D.
Poznámka:
Pro procesně spolehlivé použití mikrovrtáku od 8×D je nutné zhotovit
pilotní otvor minimálně 4×D pilotním mikrovrtákem č.
121223. Při vertikálním obrábění a plochém povrchu obrobku není od D
C = ⌀ 1 mm až do délky 12×D nutný pilotní otvor. Před použitím následného vrtáku
se vždy ujistěte, že v pilotním otvoru nejsou třísky. Po vyvrtání pilotního otvoru doporučujeme zhotovit pomocí vhodného NC navrtáváku zahloubení 90°. Pro kritické aplikace (např. nejvyšší možná přesnost výroby, minimální tvorba otřepů, snížený tlak chladicí kapaliny) snižte rychlost posuvu nástroje o 50 % před vstupem a výstupem materiálu. Materiály tvořící dlouhé třísky případně vyžadují
odstranění třísek v krocích vždy po 3×D s minimálním zpětným posuvem na hloubku pilotního otvoru. Dbejte prosím na vhodnou
upínací techniku (tepelné upínače, hydraulická upínací pouzdra) s přesností obvodové házivosti menší než 0,003 mm, dostatečně vysoký
tlak chladicí kapaliny (minimálně 30 barů) a také na dostatečně jemnou
filtraci chladicí kapaliny (D
C < ⌀ 2 mm s filtrem ≤ 0,010 mm; D
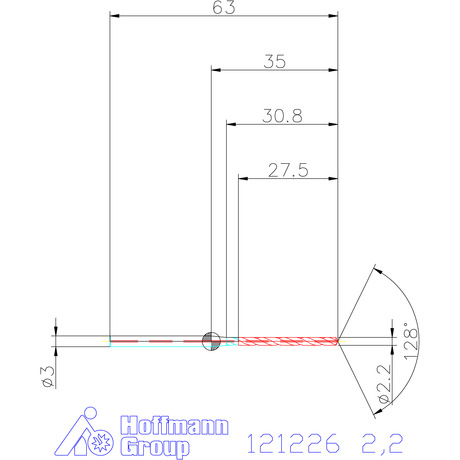
C < ⌀ 3 mm filtr ≤ 0,020 mm). Uvedený poměr L/D odpovídá
minimální dosažitelné hloubce vrtání s příslušným mikrovrtákem.
Délka drážky pro třísky L
C = L
2 + 1,5 × D
C.