Wysokowydajne wiertło miniaturowe do zastosowania uniwersalnego ze szczególnym naciskiem na obróbkę stali. Najwyższy poziom bezpieczeństwa procesu dzięki dokładnie skoordynowanym narzędziom wchodzącym w skład całego systemu i poszerzonym łysinkom prowadzącym. Wiercenie najmniejszych średnic na maksymalną głębokość według poprzedzającego otworu prowadzącego. Optymalny kompromis między średnicą rdzenia a wielkością przestrzeni na wióry dla optymalnego odprowadzania wiórów – również przy obróbce materiałów dających długi wiór. Zwiększenie objętościowej wydajności skrawania i trwałości zapewniają ekonomiczny przebieg procesu wiercenia, również przy niewielkich średnicach wiercenia przy jednocześnie dużym stosunku L/D.
Wskazówka:
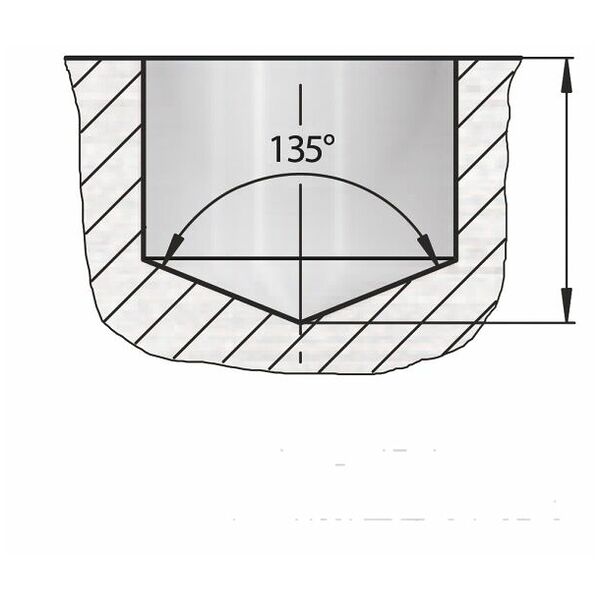
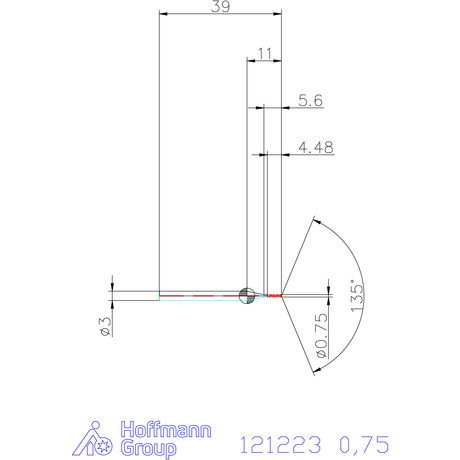
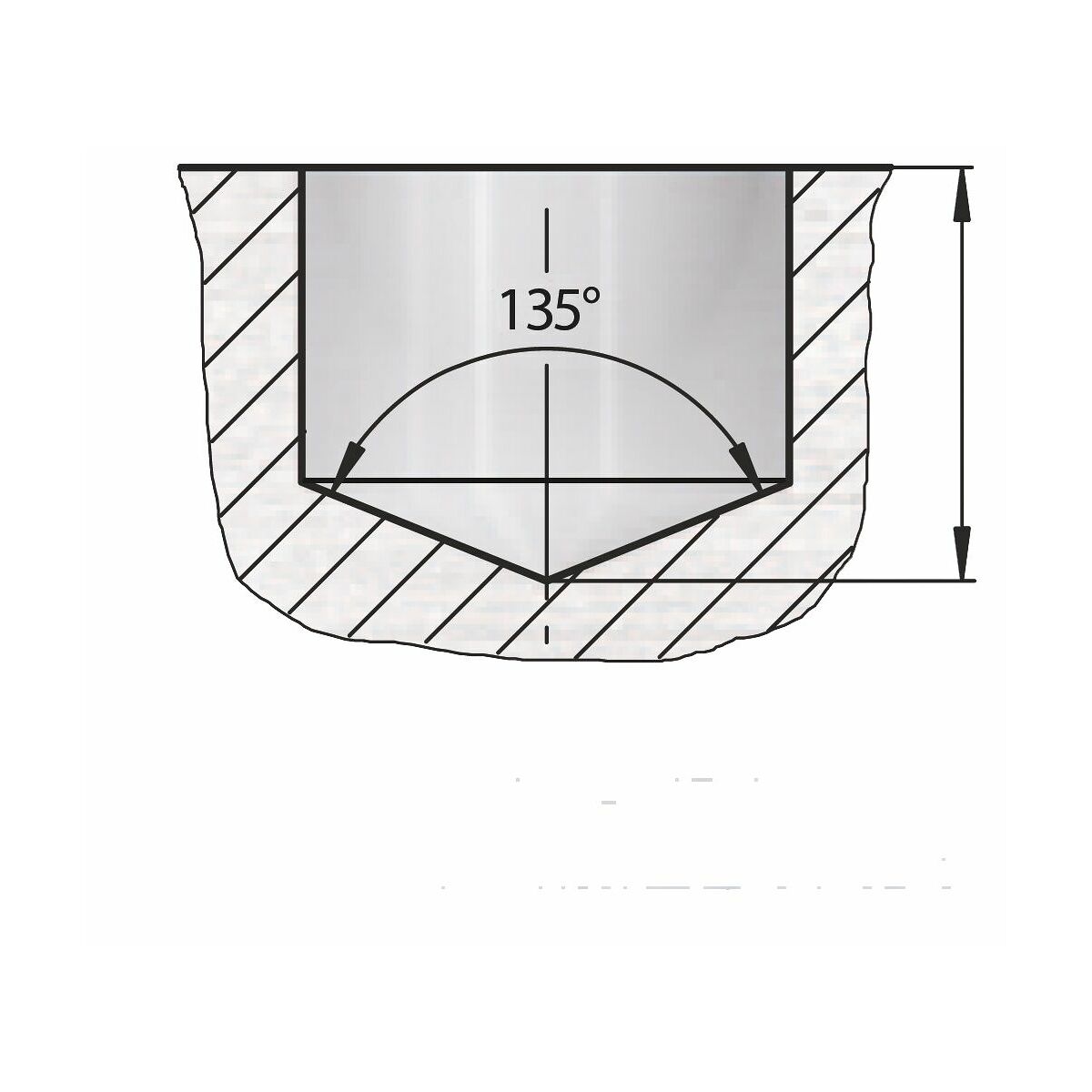
Właściwe zastosowanie wierteł miniaturowych od 8×D wymaga otworu prowadzącego o wielkości min. 4×D przy użyciu miniaturowego wiertła pilotowego 121223. Przy obróbce pionowej i płaskiej powierzchni obrabianego elementu można zrezygnować z otworu prowadzącego od DC = ⌀ 1 mm aż do długości 12×D. Należy zawsze pamiętać o usunięciu wiórów z otworu prowadzącego przed użyciem kolejnego narzędzia do wiercenia. Po wykonaniu otworu prowadzącego zalecamy ustawienie pogłębienia 90° przy użyciu odpowiedniego nawiertaka NC. W przypadku zastosowań krytycznych (np. maksymalna dokładność wykonania, minimalizacja ilości zadziorów, zmniejszone ciśnienie chłodziwa) zmniejszyć posuw narzędzia o 50% przed wejściem w materiał i wyjściem z niego. W razie potrzeby materiały dające długi wiór wymagają odprowadzanie wiórów w zakresie wynoszącym każdorazowo 3×D z minimalnym ruchem zwrotnym na głębokość otworu prowadzącego. Należy zawsze pamiętać o odpowiednim uchwycie narzędzia (uchwyt termoskurczowy, hydrauliczne uchwyty zaciskowe) o dokładności ruchu obrotowego wynoszącej mniej niż 0,003 mm, wystarczającym ciśnieniu chłodziwa (min. 30 bar), oraz wystarczającej filtracji czynnika chłodzącego (DC <⌀ 2 mm z filtrem ≤ 0,010 mm; DC <⌀ 3 mm filtr ≤ 0,020 mm). Podany stosunek L/D odpowiada minimalnej możliwej do osiągnięcia głębokości wiercenia przy użyciu odpowiedniego wiertła miniaturowego. Długość rowków wiórowych LC = L2 + 1,5 × DC.