Descrizione:
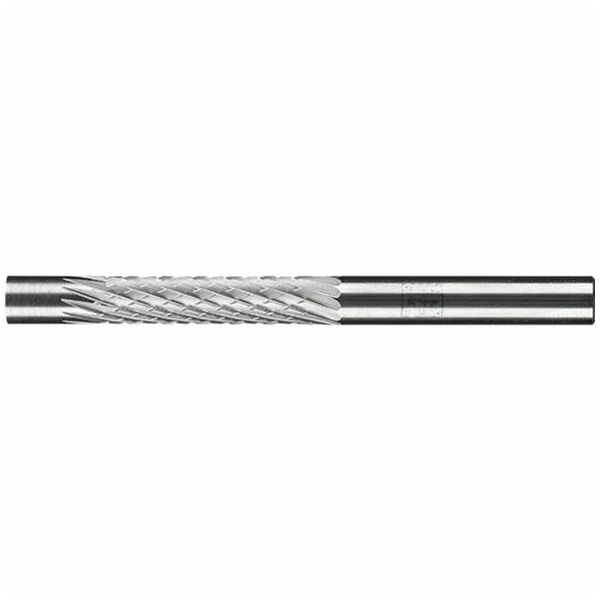
I pantografi in metallo duro PFERD sono ideali per spianare dislivelli e cordoni di saldatura. Grazie alla zona senza denti, il cordone di saldatura può essere adattato al livello della superficie circostante senza che questa venga danneggiata. I pantografi vengono utilizzati soprattutto per la riparazione di lame da taglio e fustelle nel settore della costruzione di stampi e forme. I pantografi in metallo duro con il taglio 4 sono stati studiati per l’asportazione grossolana. Fresa cilindrica.
Proprietà:
- Giri/min. da, acciai temprati, bonificati oltre 1.200 N/mm²: 13000 RPM
- Giri/min. da, metalli non ferrosi duri: 13000 RPM
- Giri/min. da, materiali termoresistenti: 13000 RPM
- Giri/min. da, acciai resistenti alla ruggine e agli acidi: 13000 RPM
- Giri/min. fino a, acciai temprati, bonificati oltre 1.200 N/mm²: 19000 RPM
- Giri/min. fino a, metalli non ferrosi duri: 19000 RPM
- Giri/min. fino a, materiali termoresistenti: 24000 RPM
- Giri/min. fino a, acciai resistenti alla ruggine e agli acidi: 24000 RPM
- Taglio: 4
- ø esterno metrico: 6 mm
- Ø gambo metrico: 6 mm
- Lunghezza, struttura: 7 mm
- Lunghezza, dentatura: 30 mm
- Lunghezza, totale: 70 mm
Vantaggi:
- Durata elevata e ottima qualità superficiale.
- L'area intagliata provvede all’esecuzione ottimale di profili e protegge l’utensile dal danneggiamento.
- Riduzione dei tempi di lavorazione.
Uso:
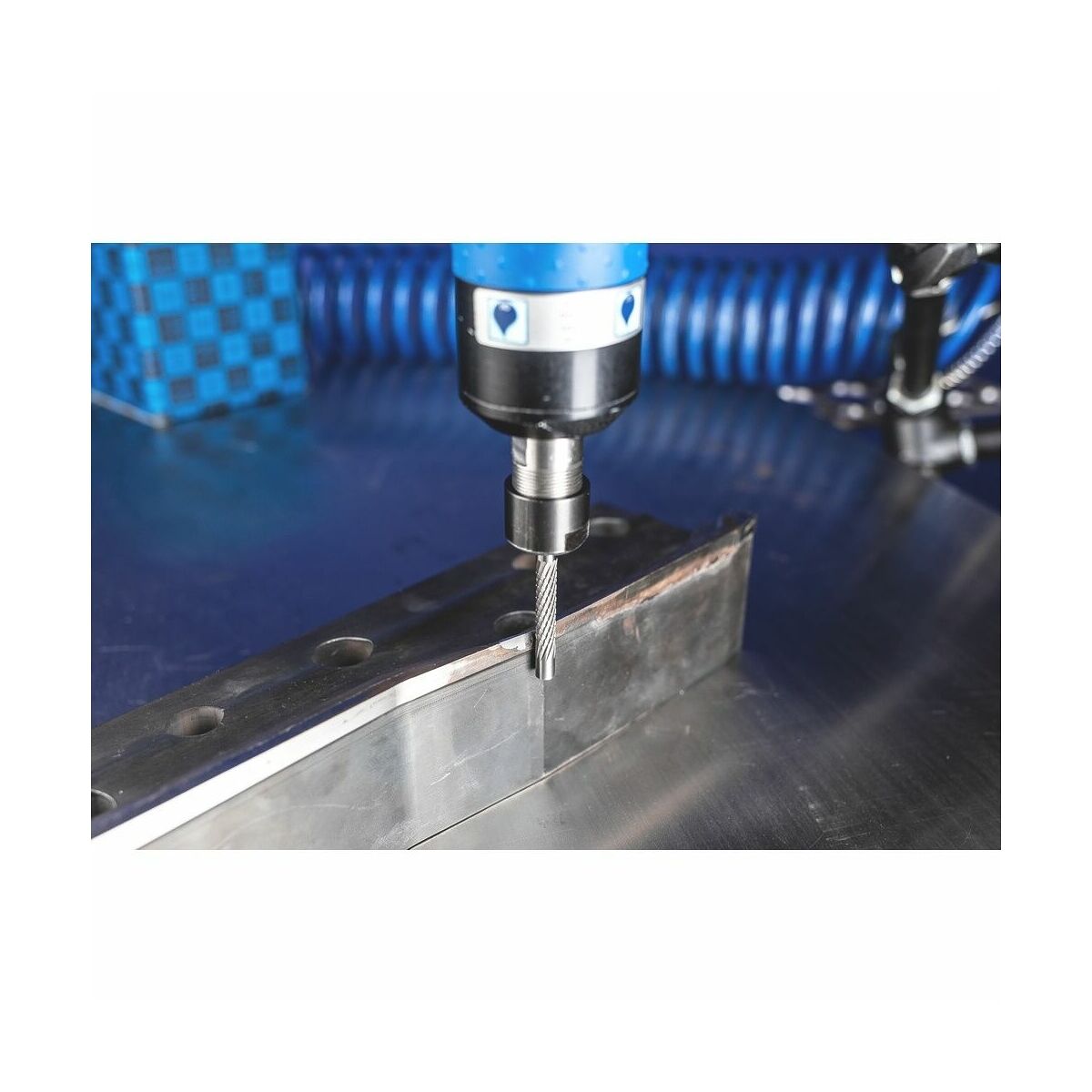
- Suggerimenti di applicazione: Per seguire i profili con precisione si possono utilizzare pantografi con apposite guide. Attenersi al numero di giri consigliati. Per l'utilizzo economico di frese con gambo si consiglia di lavorare nella fascia alta di numero di giri e di velocità di taglio. Le frese con un diametro gambo di 6 mm devono essere utilizzate su macchine con potenza superiore a 300 Watt.
- Tipi di lavorazione: Praticare aperture; Sbavatura; Spianatura; Fresare; Fresatura; Lavorazione di superfici; Lavorazione di cordoni di saldatura
- Tipi di macchina: Macchina ad albero flessibile; Smerigliatrice diritta
Materiale:
- Materiali da lavorare:
- Bronzo
- Acciai da cementazione
- Fusioni d’acciaio
- Leghe a base di cobalto
- Leghe di alluminio dure
- Metallo non ferroso duro
- Acciai temprati, bonificati oltre 1.200 N/mm² (< 38 HRC)
- Metalli termoresistenti
- Leghe di nichel (ad esempio, Inconell e Hastelloy)
- Acciaio INOX
- Acciaio
- Acciaio, fusioni d’acciaio
- Acciai fino a 1.200 N/mm² (< 38 HRC)
- Acciai oltre 700 N/mm² (> 220 HB)
- Acciai fino a 700 N/mm² (< 220 HB)
- Titanio
- Leghe di titanio
- Acciai per utensili
- Materiali da lavorare: Bronzo; Acciai da cementazione; Fusioni d’acciaio; Leghe a base di cobalto; Leghe di alluminio dure; Metallo non ferroso duro; Acciai temprati, bonificati oltre 1.200 N/mm² (< 38 HRC); Metalli termoresistenti; Leghe di nichel (ad esempio, Inconell e Hastelloy); Acciaio INOX; Acciaio; Acciaio, fusioni d’acciaio; Acciai fino a 1.200 N/mm² (< 38 HRC); Acciai oltre 700 N/mm² (> 220 HB); Acciai fino a 700 N/mm² (< 220 HB); Titanio; Leghe di titanio; Acciai per utensili
Per:
Per una guida precisa dei contorni si possono usare frese da copiatura con ausili di guida.
Rispettare le raccomandazioni di velocità.