

{{ name }}
Codice art. {{ combinedCodeWithHighlight }}
Codice materiale:
EAN / GTIN:
Codice del produttore:
| Rivestimento | AlTiN | |
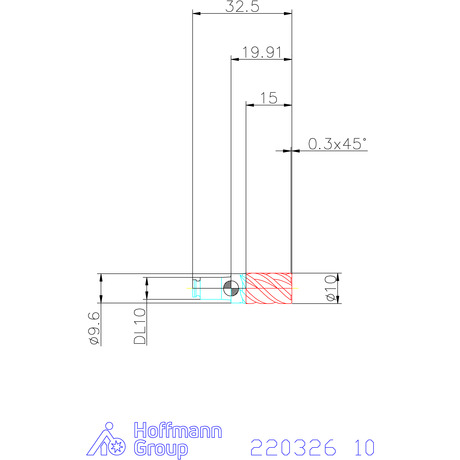
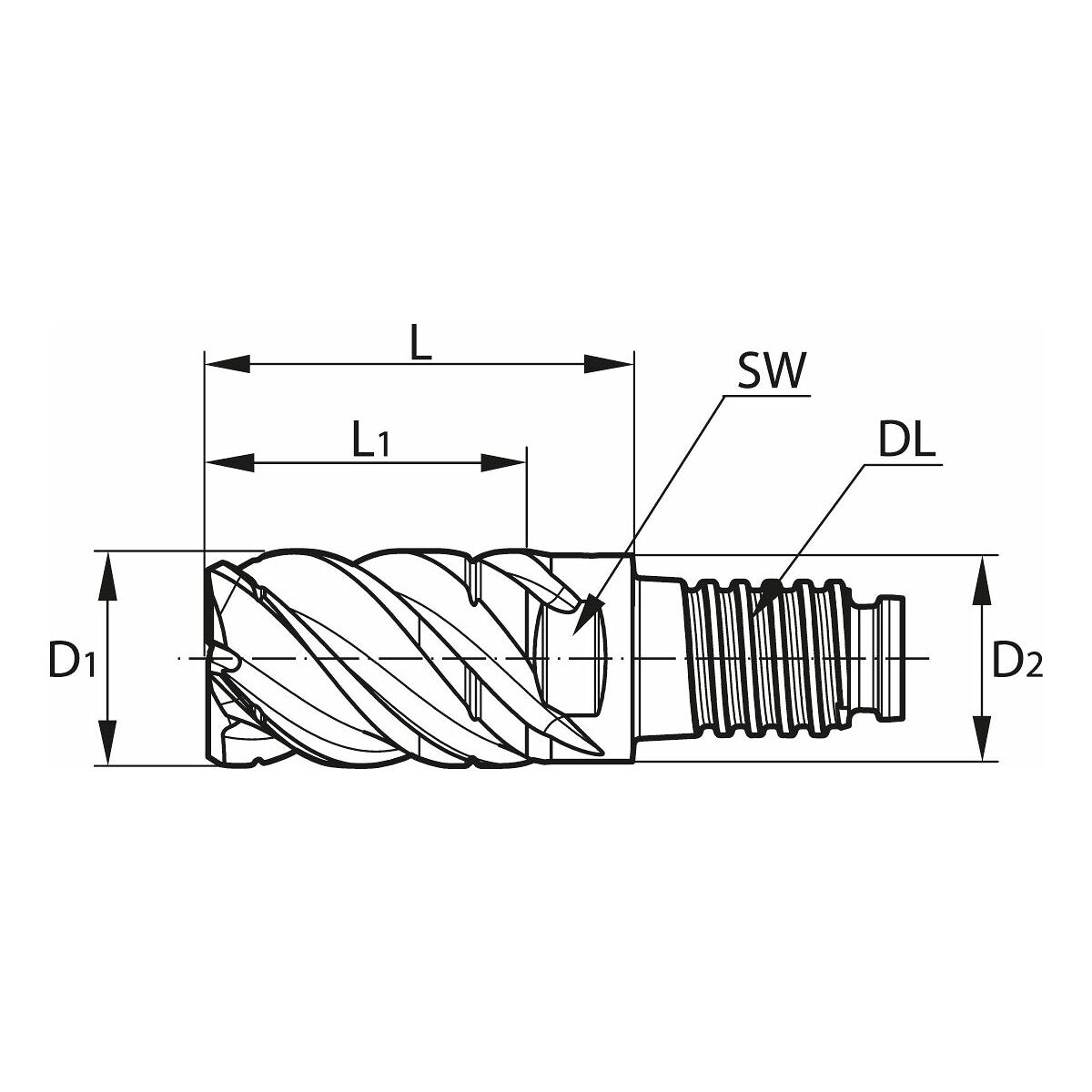
| ⌀ Tagliente D | 10 mm | |
| Materiale da taglio | VHM | |
| Norma | Norma interna | |
| Modello | N | |
| Tolleranza ⌀ nominale | h9 | |
| Numero taglienti Z | 5 | |
| Angolo dell’elica | 46 grado | |
| Caratteristica angolo dell’elica | differente | |
| Direzione di avanzamento | orizzontale, obliquo e verticale | |
| Larghezza di fresatura ae per operazioni di fresatura | 0,05×D | |
| Strategia di truciolatura | TPC | |
| Passaggio interno per LR | no | |
| Attacco adatto | con codolo filettato | |
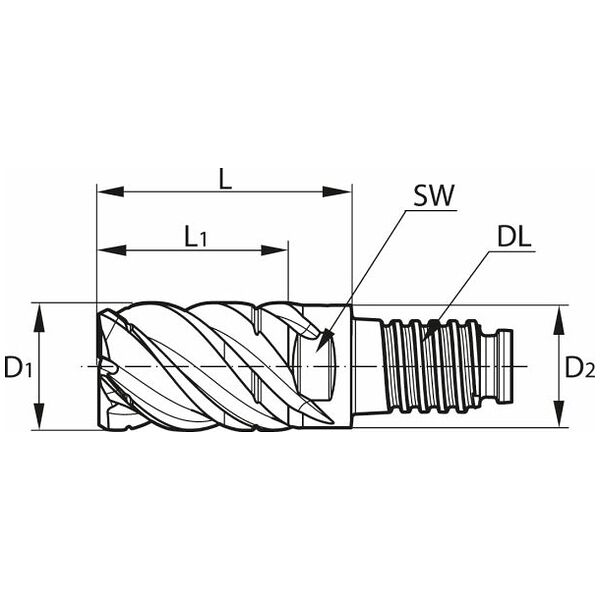
| Lunghezza taglienti L2 | 15 mm | |
| ⌀ D2 | 9,6 mm | |
| Sporgenza totale L1 | 15 mm | |
| Lunghezza complessiva L | 20 mm | |
| Interfaccia DUO-LOCK | DL10 | |
| Apertura chiave SW | 8 mm | |
| Coppia di serraggio consigliata | 20 Nm | |
| Larghezza dello smusso angolare a 45° | 0,3 mm | |
| Angolazione dello smusso angolare | 45 grado | |
| Spessore centrale del truciolo hmax. per fresatura TPC su acciaio < 900 N/mm2 | 0,026 mm | |
| Tipo di prodotto | Inserto di taglio per fresatura |
| Codice articolo | 220326 10 | |
| EAN / GTIN | 4034221102997 | |
| Codice del produttore | DL10F1105MN1000CDA |















