




















{{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:
EAN / GTIN:
Număr producător:
Nr. cat.:
| Serie | Master Steel | |
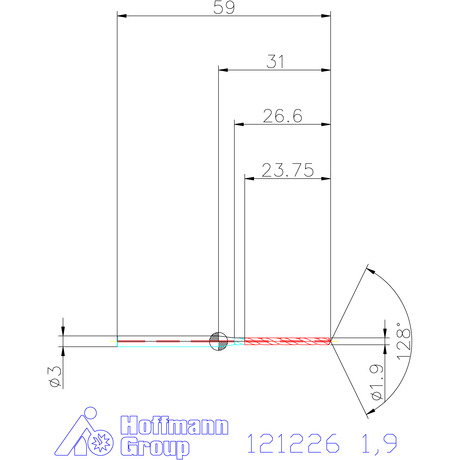
| ⌀ nominal DC | 1,9 mm | |
| Strat de acoperire | AlCrN | |
| Materialul sculei | Carbură | |
| Standard | Normă de lucru | |
| Execuţie | 12×D | |
| Toleranţă ⌀ nominal | h6 | |
| Număr de dinţi Z | 2 | |
| Unghiul la vârf | 128 grad | |
| adâncime maximă de găurire recomandată L2 | 23,7 mm | |
| Coadă tip | DIN 6535 HA cu h6 | |
| Răcire interioară | Da, cu 40 bari | |
| Strategie de aşchiere | HPC | |
| Burghiu pilot necesar | Da, burghiu pilot | |
| Semistandard | da | |
| Lungimea canalului de aşchii Lc | 26,6 mm | |
| Lungimea totală L | 59 mm | |
| ⌀ cozii Ds | 3 mm | |
| Avans f pentru oţel < 1100 N/mm2 | 0,07 mm/rot | |
| Avans f pentru INOX < 900 N/mm2 | 0,04 mm/rot | |
| Inel colorat | verde | |
| Tip produs | Burghiu elicoidal |
| Cod articol | 121226 1,9 | |
| EAN / GTIN | 4062406580728 | |
| Număr producător | 121226 1,9 | |
| Producător/responsabil | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













