Execuţie:
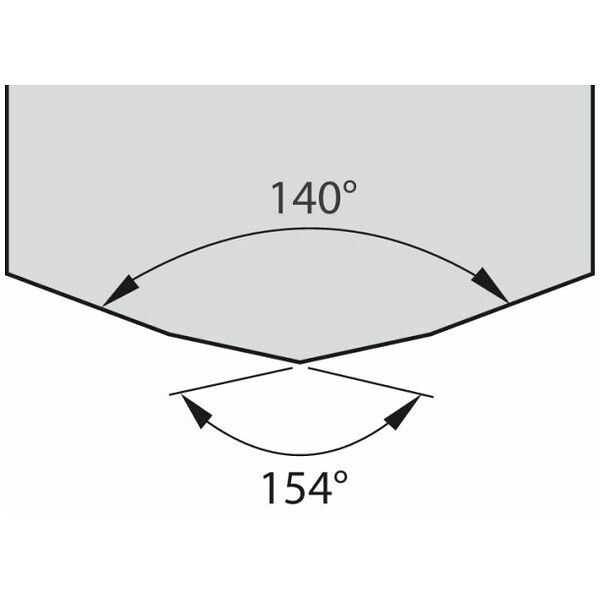
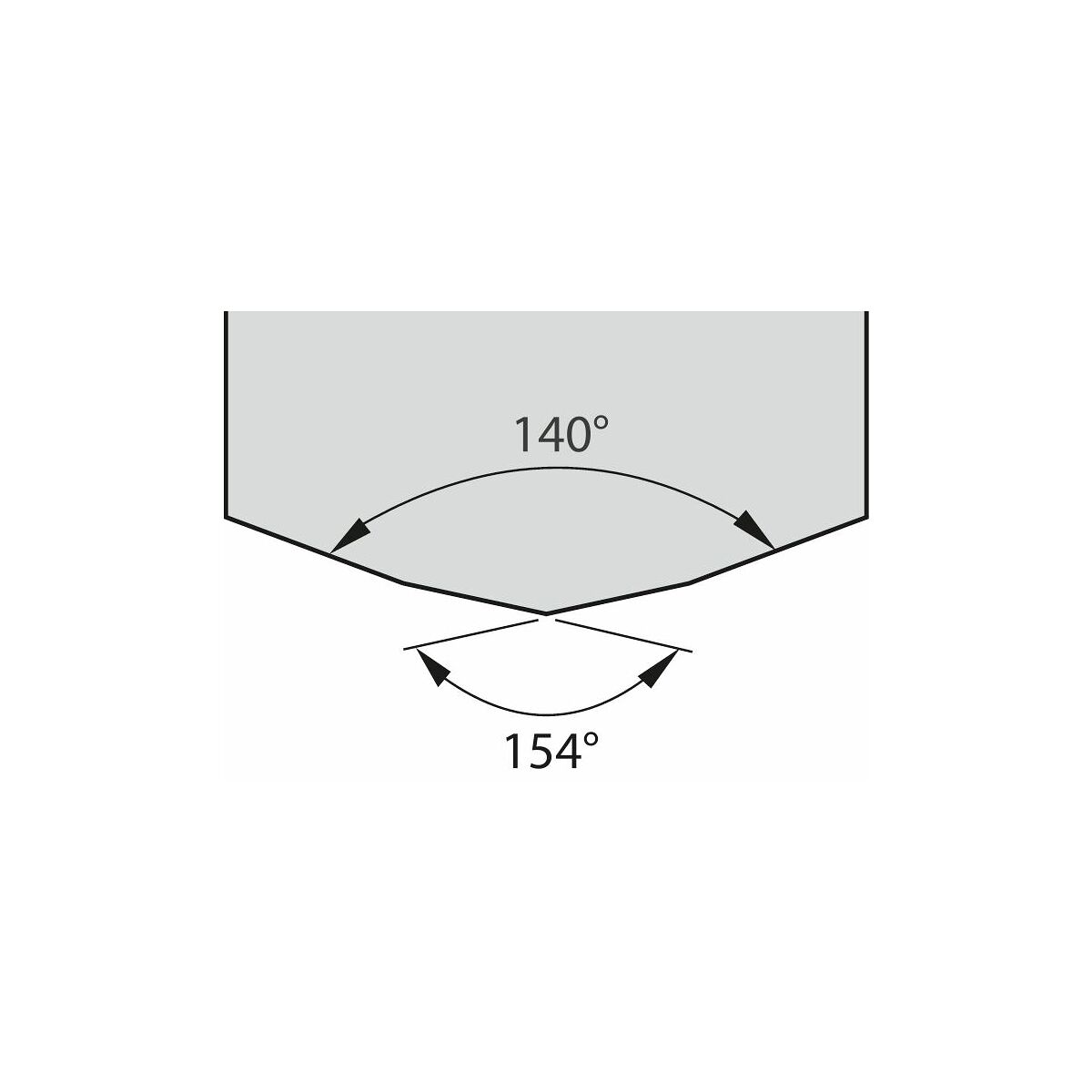
Plăcuță ascuțită prismatic pentru poziționare exactă și așezare stabilă. Suprafețe de oprire radială înclinate, suprafețe de oprire radială pentru o creștere semnificativă a forței de strângere datorată forțelor de tăiere care acționează în timpul prelucrării. Pentru găurire productivă cu viteze mari de avans.
ICM
Domeniul principal de aplicare ISO M, ISO S (în special Inconel și titan), precum și ISO N. Muchia de tăiere cu șanfrenare negativă și rotunjire specială - în special pentru prelucrarea oțelului inoxidabil.
Notă:
Datele de tăiere se aplică elementului de bază 5×D. Setați găurile pilot exclusiv cu inserții de tăiere de același tip - în special cu inserțiile HCP-IQ, FCP și QCP-2M. Vă rugăm să respectați instrucțiunile de aplicare pentru elementul de bază. Toleranța tăișului inserțiilor:
k7 (diametrul tăișului cu toleranță pozitivă).
Convenție de desemnare: [Tip] [⌀ D
C]-[Adăugare] [Material de tăiere]
Exemple:
Cod
231740 6,5 ICP 065 IC908
Cod
231742 18,5 ICP 185-2M IC908
Cod
231745 18,5 HCP 185-IQ IC908