Description:
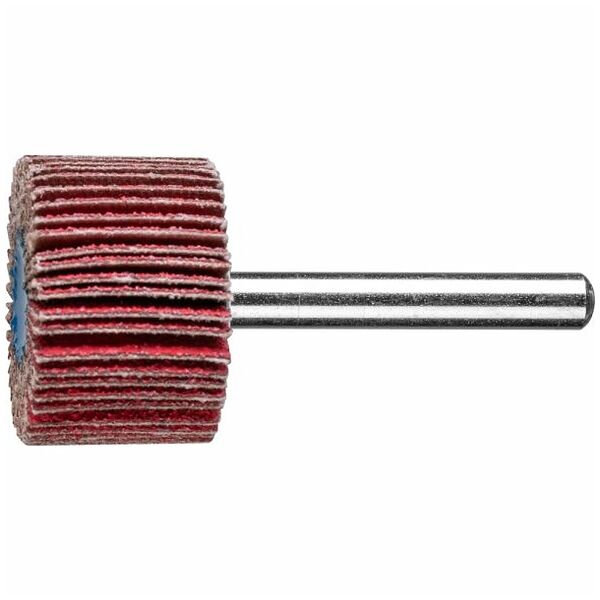
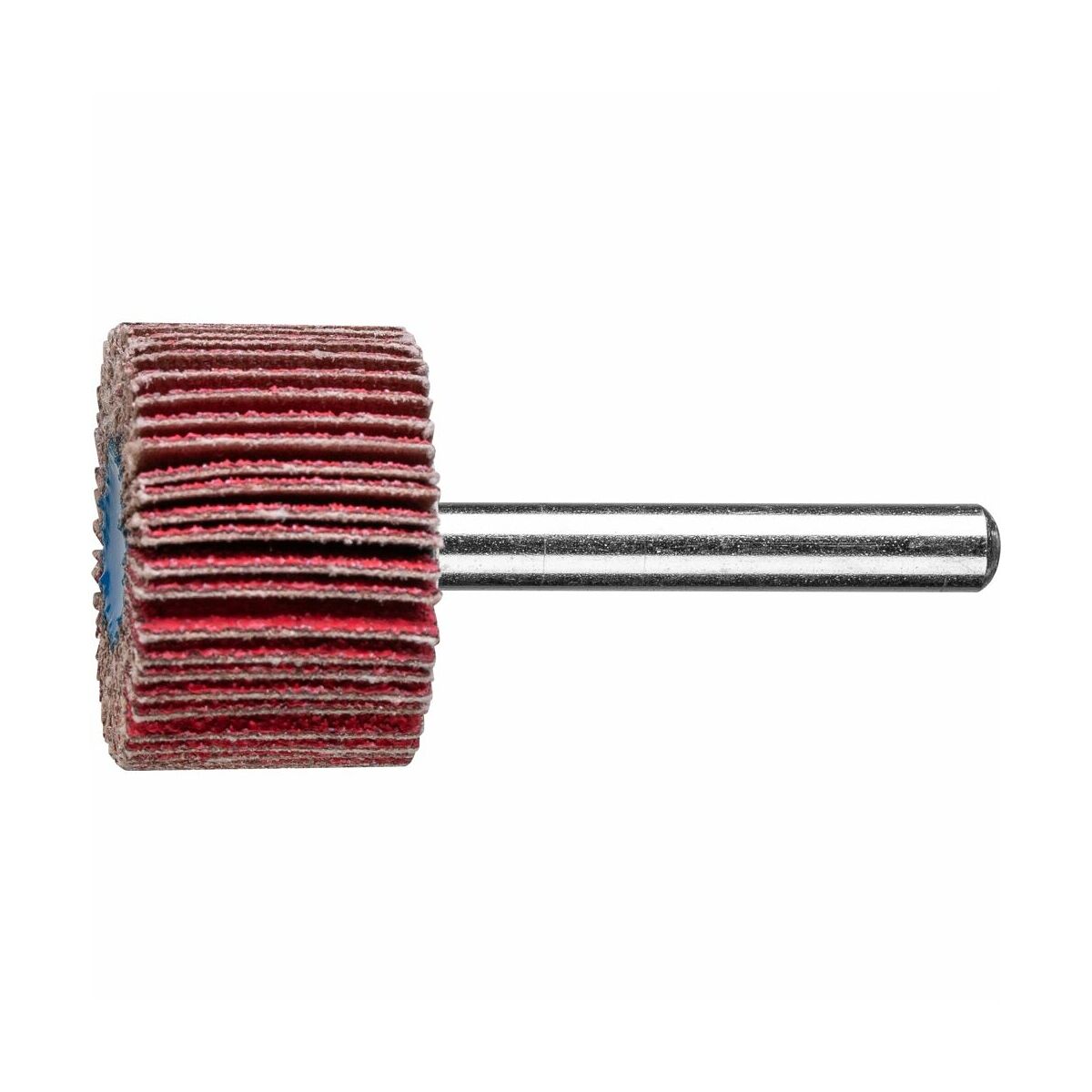
On mounted flap wheels, the flaps made of coated abrasive are arranged radially around the tool axis in a fan-type structure. Their flexibility enables them to adapt perfectly to the contours of the workpiece. The abrasive grain is embedded in the sturdy, flexible cloth backing material by means of a resinoid bond. In ISO 3919, mounted flap wheels are designated as ″flap wheels with shaft″. For aggressive grinding with maximum stock removal rate on hard materials which do not conduct heat well. Consistently high performance due to self-sharpening ceramic oxide grain. Active grinding additives in the coating substantially improve the stock removal rate, prevent clogging and result in cooler grinding.
Feature:
- RPM, max.: 25400 RPM
- RPM, optimum: 12000 RPM
- Width, metric: 20 mm
- Abrasive: CO-COOL
- Dia. external, metric: 30 mm
- Dia. shank, metric: 6 mm
- Grit size: 80
- Length, shank: 40
Advantage:
- Highly flexible, enabling optimal adjustment to the contour.
- Consistently high stock removal rate over the entire tool life as new, aggressive abrasive is constantly exposed.
- Can be used face-down very close to edges and in corners thanks to the flat, moulded-core design.
Application:
- Recommendations for use: Reducing the contact pressure and the peripheral speed and adding grinding oil diminishes tool wear and thermal load on the workpiece. To increase the stock removal rate, it is advisable to use a coarser type of grit instead of increasing the contact pressure. This will prevent unnecessary tool wear and thermal load on the workpiece. The increase in cutting speed leads to a slightly finer surface quality. Increasing the contact pressure makes the surface slightly coarser. The softer the material that is being worked on, the coarser the surface (when using the same grit size). For the best results, use at a recommended cutting speed of 15-20 m/s. This provides an ideal compromise between stock removal rate, surface quality, thermal load on the workpiece and tool wear. Use grinding oil that is suitable for the material in order to significantly increase the tool life and the abrasive performance of the tools.
- Applications: Deburring; Step-by-step fine grinding; Leveling; Structuring (matt finishing, brush matting and satin finishing); Surface work; Work on weld seams
- Drive types: Flexible shaft drive; Straight grinder
Material:
- Materials that can be worked:
- Aluminium
- Annealed cast iron
- Brass
- Bronze
- Cast steel
- Cobalt-based alloys
- Copper
- Grey/nodular cast iron (GG/GJL, GGG/GJS)
- Hardened, heat-treated steels over 1.200 N/mm² (< 38 HRC)
- Nickel-based alloys (e.g. Inconell and Hastelloy)
- Stainless steel (INOX)
- Steel materials with a hardness > 54 HRC
- Steels up to 1,200 N/mm² (< 38 HRC)
- Titanium
- Materials that can be worked: Aluminium; Annealed cast iron; Brass; Bronze; Cast steel; Cobalt-based alloys; Copper; Grey/nodular cast iron (GG/GJL, GGG/GJS); Hardened, heat-treated steels over 1.200 N/mm² (< 38 HRC); Nickel-based alloys (e.g. Inconell and Hastelloy); Stainless steel (INOX); Steel materials with a hardness > 54 HRC; Steels up to 1,200 N/mm² (< 38 HRC); Titanium
Note:
- For safety reasons, the maximum permitted rotational speed indicated must never be exceeded.
- The contact pressure must be significantly reduced if the specified optimum rotational speed is exceeded.
- Safety can only be guaranteed if the clamping length is at least 15 mm and the specified maximum rotational speed is not exceeded with unsupported shank lengths.