Description:
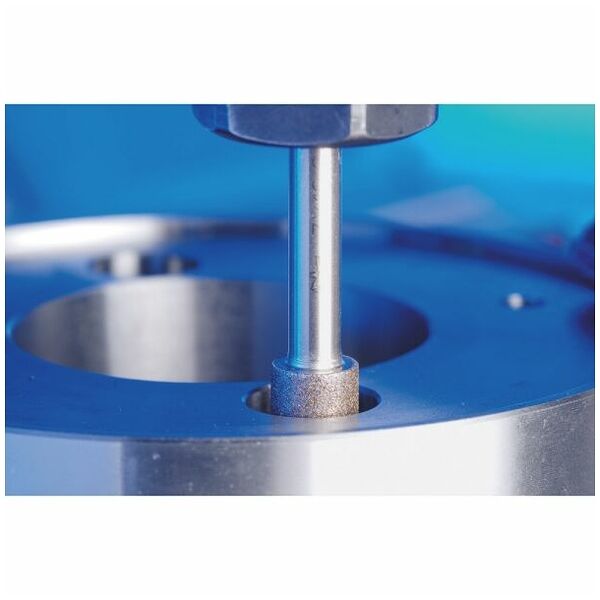
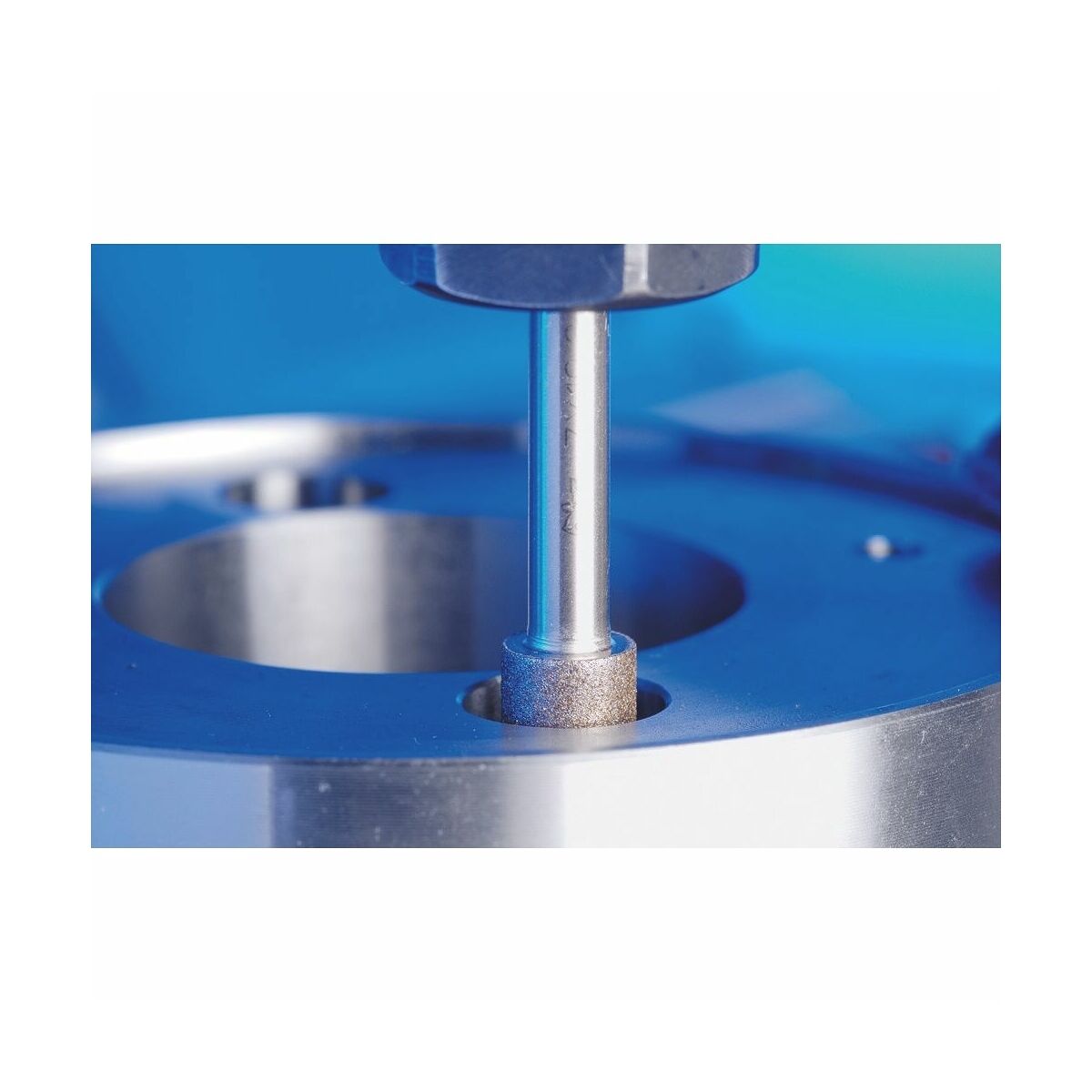
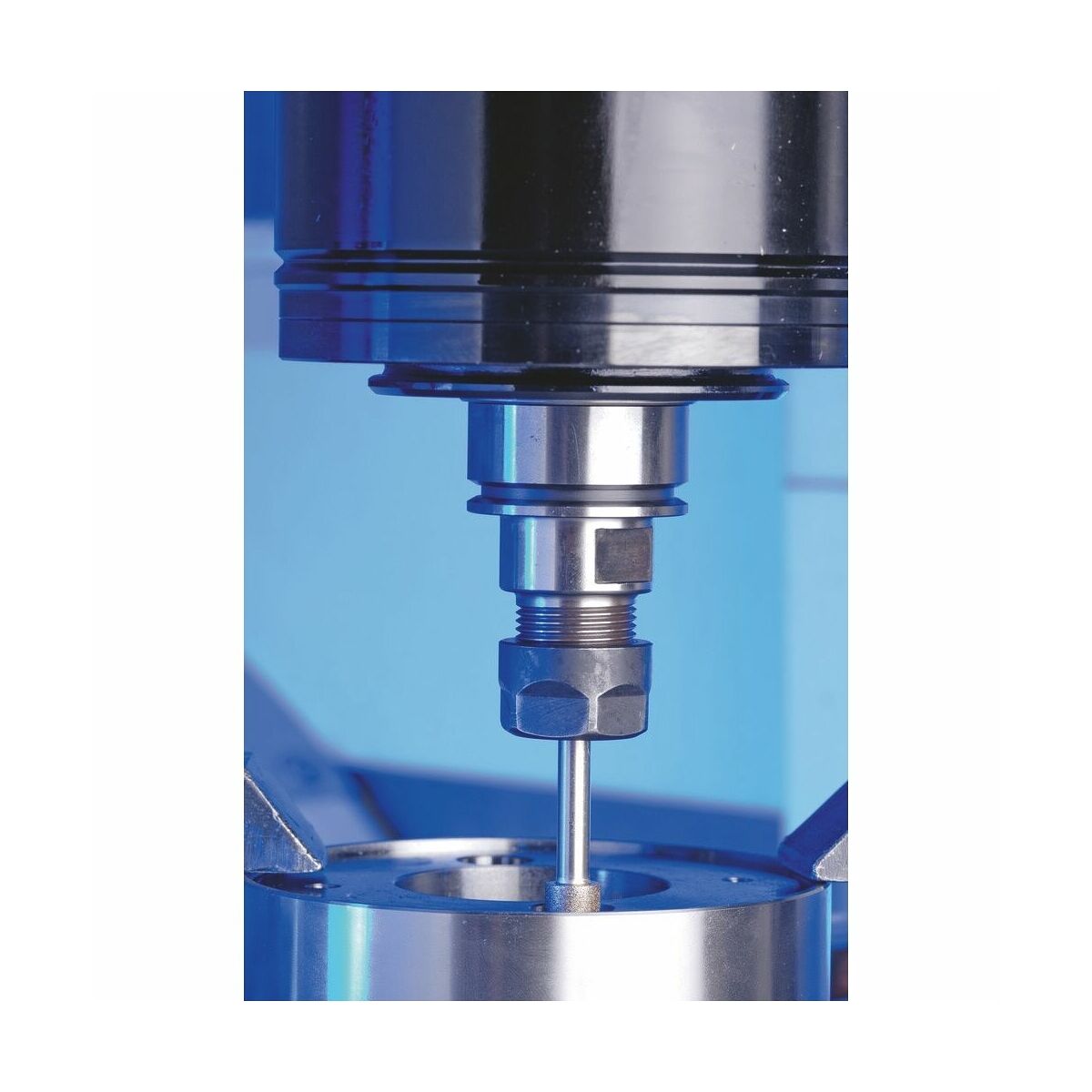
Electroplated diamond and CBN grinding points are used for both wet and dry grinding. The cylindrical shape ZY is suitable for grinding bores, radii and contours in stationary or manual applications. N = non-stepped shank Grinding points with a diameter of 8 mm or more have a recess on the front surface.
Feature:
- Width, metric: 8 mm
- Dia. external, metric: 9 mm
- Dia. shank, metric: 6 mm
- Grit size: D 126
- Length, shank: 52 mm
Application:
- Recommendations for use: Application is possible for both dry and wet grinding. If possible, wet grinding is to be preferred in order to reduce tool wear and the risk of thermal damage. Generally, the following applies: For optimum economic efficiency, select a grit size that is as coarse as possible and as fine as necessary. Influencing factors include the hardness of the material and the surface quality required. Loaded tools can be cleaned using ultrasound. In the event of strong contamination on the coating, please clean using the sharpening block DSB 2005025 (EAN 4007220168332). Select as large a tool diameter as possible, as this increases the amount of grit that engages the workpiece. For internal grinding, the maximum tool diameter is 3/4 of the diameter to be ground. The longitudinal feed rate for internal grinding must not exceed 2/3 of the total width per workpiece rotation. The infeed depends on the material to be machined, the cutting speed, the stability of the tool, its holder and the tool drive. Because of the monolayer coating, the drive spindle and tool mounting must have a high concentricity. The finer the grit size used, the more accurate the concentricity needs to be. The tool drive must have sufficient drive output on the grinding spindle to ensure the required rotational speed, even under load. Dry grinding: 8–18 m/s Wet grinding: 15–25 m/s
- Applications: Deburring; Finishing; Grinding out; Internal grinding; Working on edges (chamfering, rounding)
- Drive types: Flexible shaft drive; Tool machine; Robot; Straight grinder
Material:
- Materials that can be worked:
- Abrasive materials
- Ferrite (magnetic material)
- Glass
- Graphite and synthetic carbon
- Nickel or titanium-based superalloys
- Technical ceramics
- Tungsten carbide
- Materials that can be worked: Abrasive materials; Ferrite (magnetic material); Glass; Graphite and synthetic carbon; Nickel or titanium-based superalloys; Technical ceramics; Tungsten carbide
Suitable for:
Dry sanding: 8-18 m/s
Wet sanding: 15-25 m/s
Supplied with:
- Customer-specific tool solutions are available on request.
Note:
Please add the desired grit size to the description.