


{{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:
EAN / GTIN:
Număr producător:
Nr. cat.:
| Dimensiunea filetului | Rc1/8-28 | |
| Strat de acoperire | neacoperită | |
| Tip de filet | Rc | |
| Unghi al flancurilor | 55 grad | |
| Materialul sculei | HSS E | |
| Standard | DIN 2181 | |
| Normă pentru filet | DIN EN 10226-2 | |
| Forma conului de atac | C | |
| Raportul conului | 1:16 | |
| Coadă tip | Coadă cilindrică cu h9 | |
| Răcire interioară | nu | |
| Utilizare la tipul de găurire | Gaură înfundată; Gaură străpunsă | |
| Direcţie de tăiere | pe dreapta | |
| Pas filet | 0,907 mm | |
| Pasi/inch | 28 | |
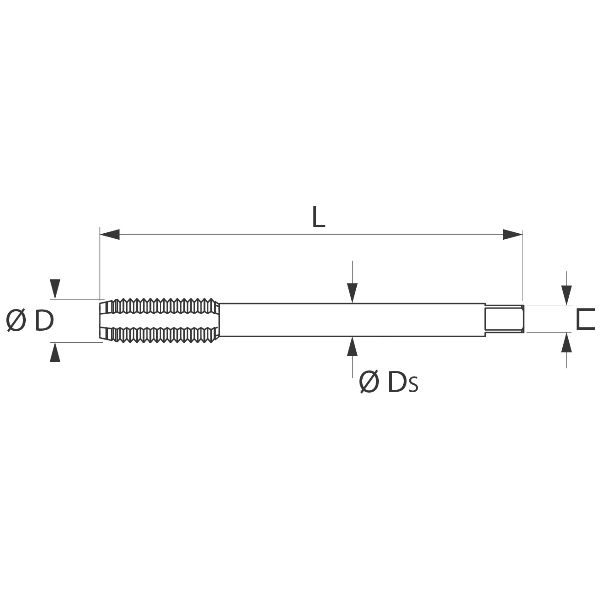
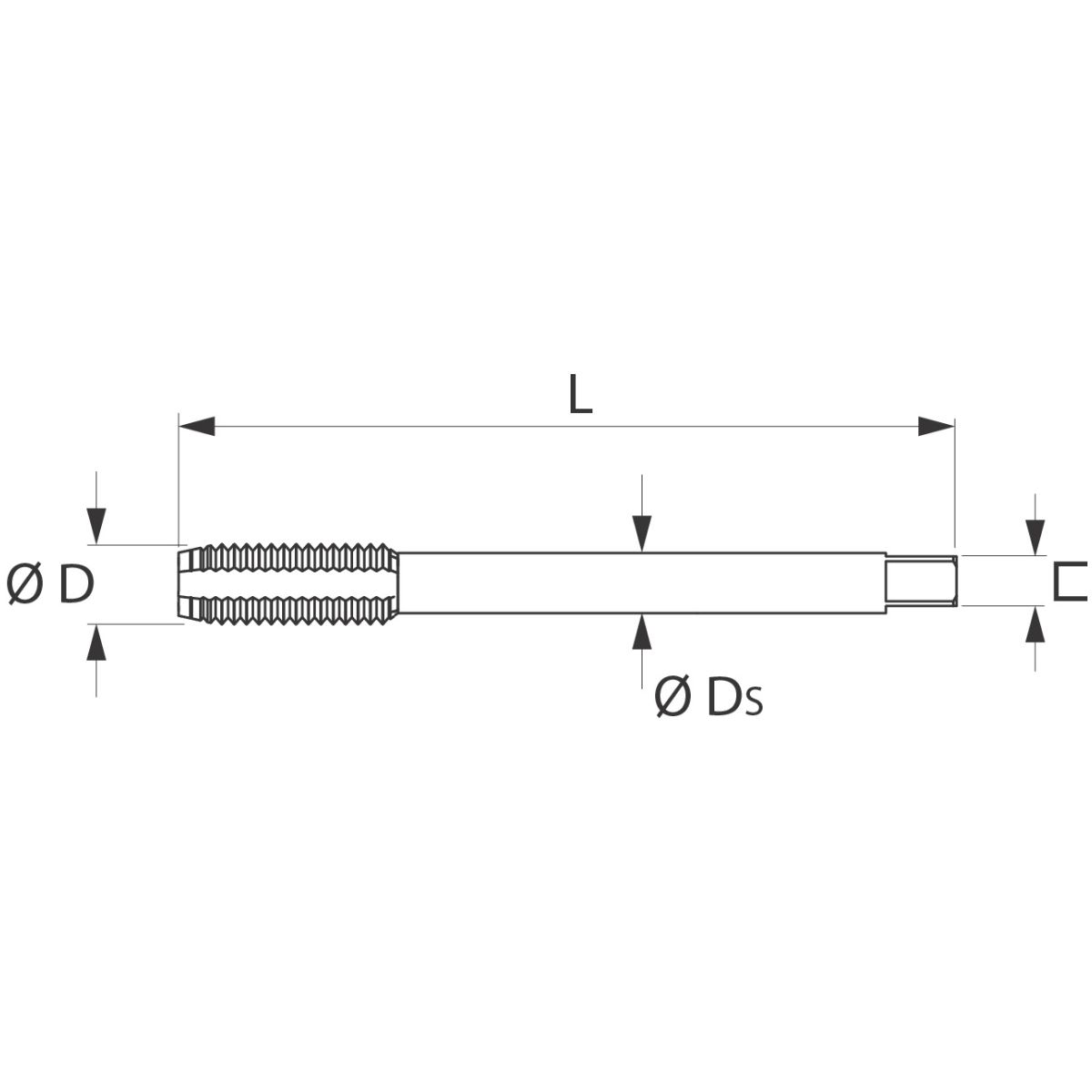
| Lungimea totală L | 63 mm | |
| ⌀ cozii Ds | 7 mm | |
| Pătrat coadă □ | 5,5 mm | |
| ⌀ găurii de centrare A | 8,15 mm | |
| ⌀ găurii de centrare B | 8,1 mm | |
| ⌀ etalonului de verificare Dmax JS11 | 8,57 mm | |
| Adâncimea minimă a găurii de centrare | 11,1 mm | |
| ⌀ Filet | 9,72 mm | |
| Tipul uneltei cu filet | Tarod de maşină pentru prelucrare convenţională | |
| Număr caneluri de pretensionare | 5 | |
| Inel colorat | fără | |
| Număr de dinţi Z | 5 | |
| Adâncimea filetului | 41 mm | |
| Tip produs | Tarod |
| Cod articol | 138120 1/8-28 | |
| EAN / GTIN | 4045197585585 | |
| Număr producător | 138120 1/8-28 | |
| Producător/responsabil | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |








