




















{{ name }}
Artikl br. {{ combinedCodeWithHighlight }}
Šifra artikla:
EAN / GTIN:
Broj proizvođača:
Kat. br.:
| Serija | Master Steel | |
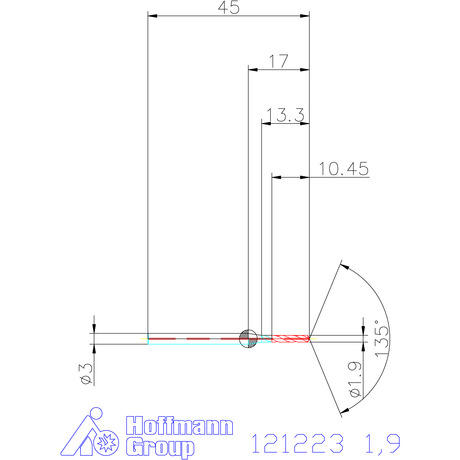
| Nazivni ⌀ DC | 1,9 mm | |
| Prevlaka | AlCrN | |
| Rezni materijal | VHM | |
| Standard | Tvornička norma | |
| izvedba | 5×D | |
| Tolerancija nazivnog ⌀ | m6 | |
| Broj oštrica Z | 2 | |
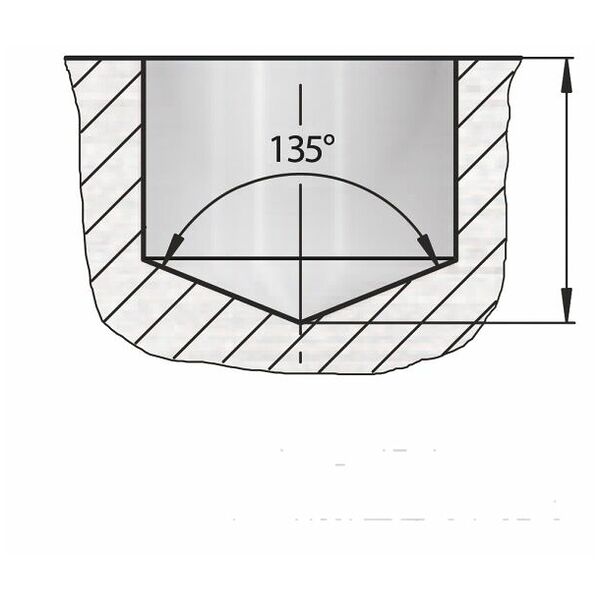
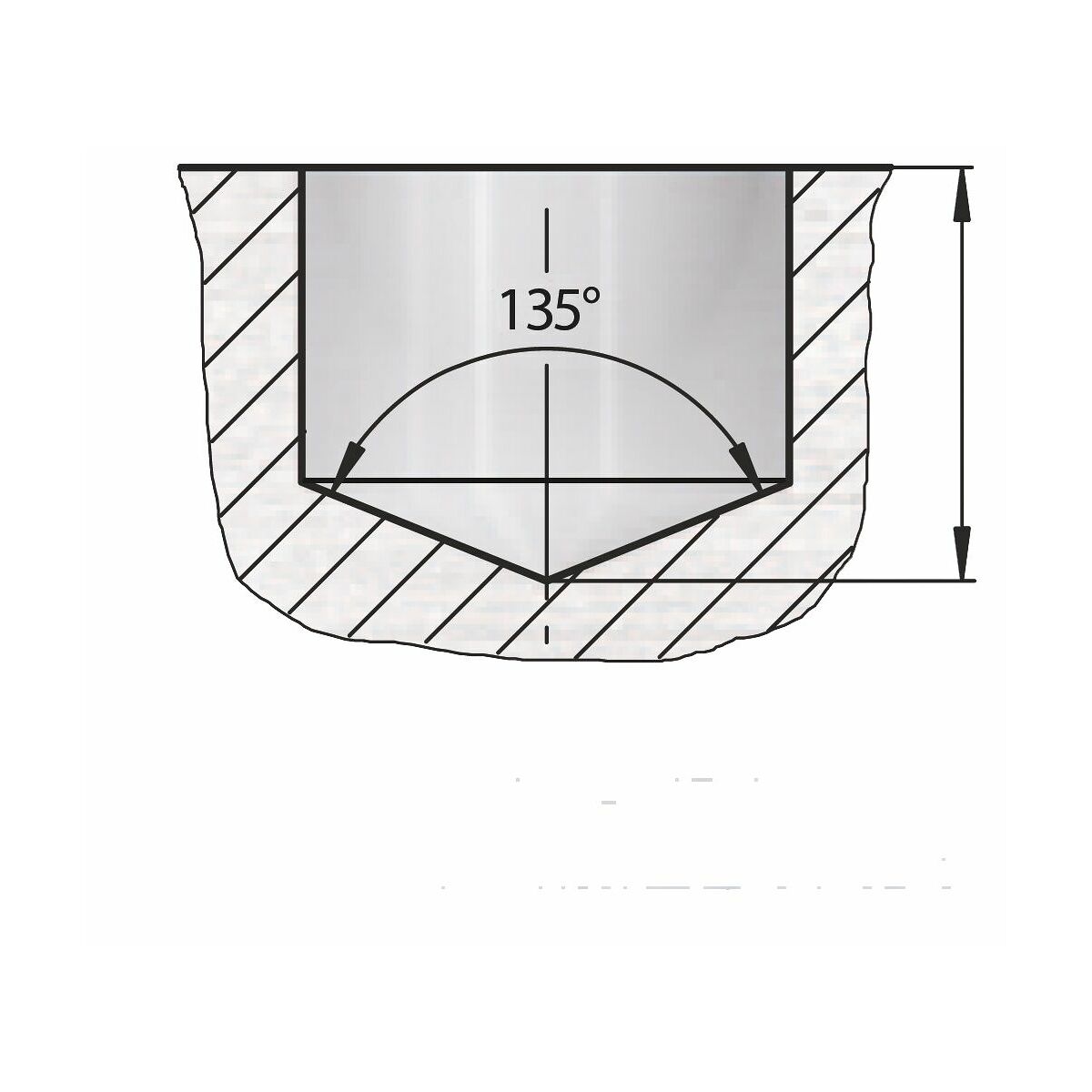
| Kut vrha | 135 stupanj | |
| preporučena maksimalna dubina bušenja L2 | 10,4 mm | |
| Drška | DIN 6535 HA s h6 | |
| Unutarnje hlađenje | da, s 40 bara | |
| Strategija rezanja | HPC | |
| Polustandardno | da | |
| Duljina žlijeba za odvođenje Lc | 13,3 mm | |
| Ukupna duljina L | 45 mm | |
| ⌀ drške Ds | 3 mm | |
| Posmak f u čeliku < 1100 N/mm2 | 0,07 mm/okr | |
| Posmak f u INOX-u < 900 N/mm2 | 0,04 mm/okr | |
| Prsten u boji | zeleno | |
| Vrsta proizvoda | Spiralno svrdlo |
| Broj artikla | 121223 1,9 | |
| EAN / GTIN | 4062406580025 | |
| Broj proizvođača | 121223 1,9 | |
| Proizvođač/odgovorna osoba | Hoffmann Supply Chain GmbH & Co. KG, Poststraße 15, 90471 Nürnberg, Deutschland, www.hoffmann-group.com |













