



















{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
| Series | Diabolo | |
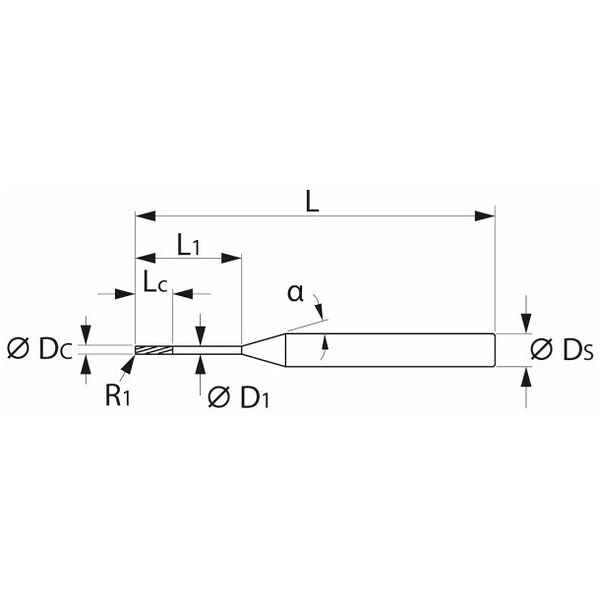
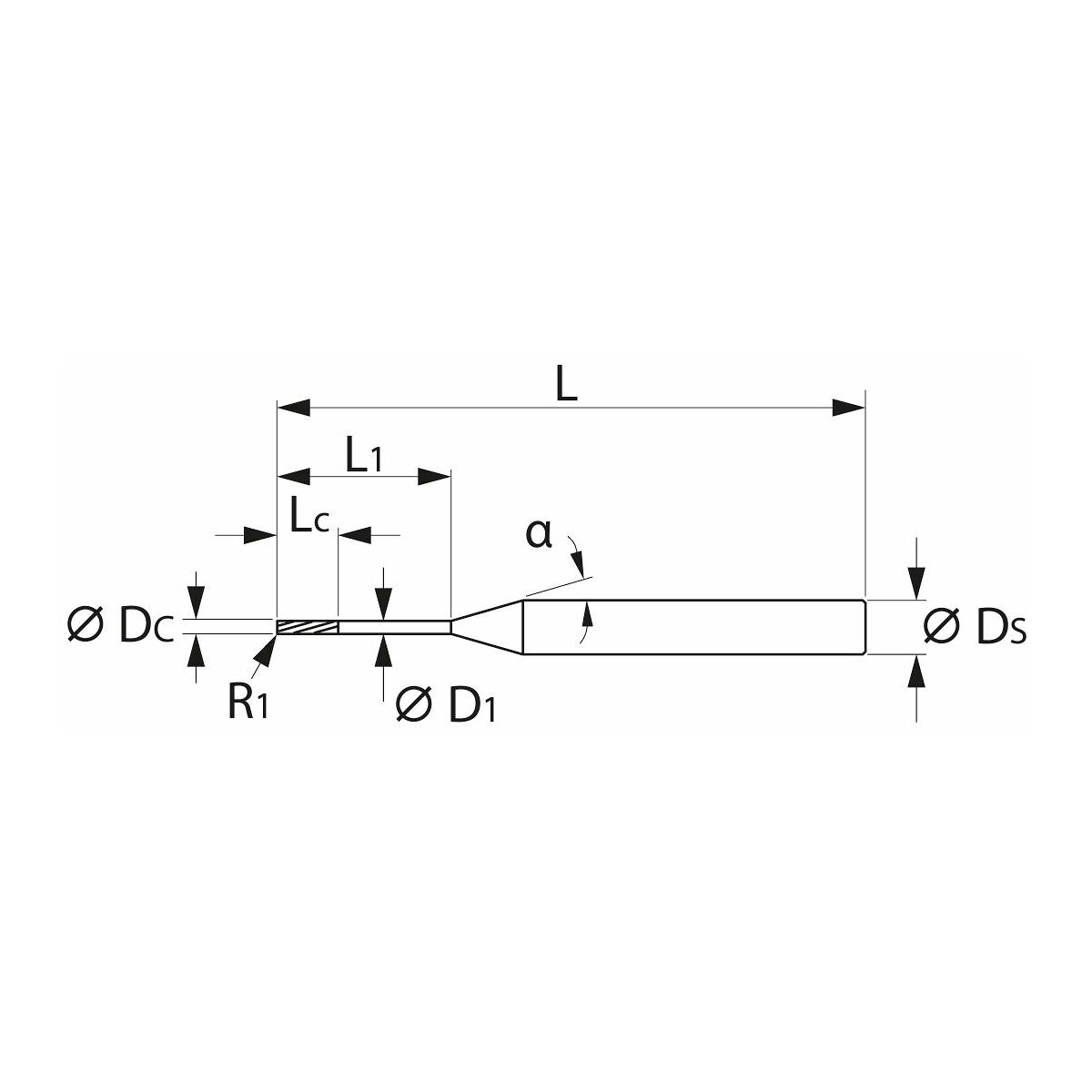
| ⌀ Tagliente DC | 1 mm | |
| Coating | TiAlN | |
| Tool material | Solid carbide | |
| Standard | Manufacturer’s standard | |
| Type | H | |
| Tolleranza ⌀ nominale | 0 / -0,005 | |
| Numero denti Z | 2 | |
| Angolo dell’elica | 30 grado | |
| Direzione di avanzamento | orizzontale, obliquo e verticale | |
| Cutting width ae for milling operation | Full slot cutting depth 1×D; 0.1×D for side milling | |
| Codolo | DIN 6535 HA con h5 | |
| Through-coolant | no | |
| Lunghezza taglienti Lc | 1,5 mm | |
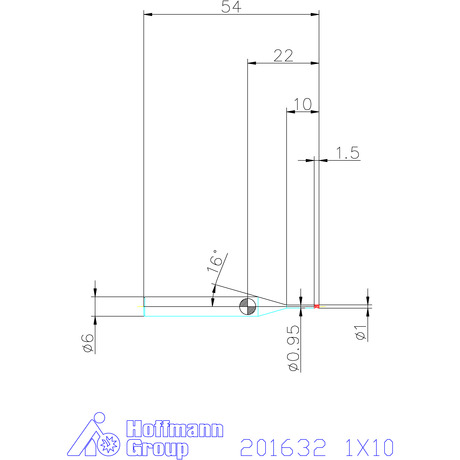
| Sporgenza totale L1 incl. posizione libera | 10 mm | |
| ⌀ Posizione libera D1 | 0,95 mm | |
| Lunghezza complessiva L | 54 mm | |
| ⌀ Codolo Ds | 6 mm | |
| Angolazione dello smusso angolare | 90 grado | |
| Avanzamento fz per fresatura di scanalature in acciaio < 65 HRC | 0,012 mm | |
| Avanzamento fz per contornatura in acciaio < 65 HRC | 0,017 mm | |
| Velocità di taglio vc in acciaio < 65 HRC | 38 m/min | |
| Fattore di correzione ap corretto | 0,5 | |
| Colour ring | red | |
| Type of product | End / face mill |
| Article number | 201632 1X10 | |
| EAN / GTIN | 4062406386511 |
















