Execuţie:
Microburghiu ultraperformant pentru utilizarea universală în materiale, având ca punct forte prelucrarea oţelului. Siguranţă maximă a procesului datorită sculelor perfect compatibile ale întregului sistem şi faţetei late de ghidare. Găurire pentru obţinerea celor mai mici diametre până la o adâncime maximă, după găurirea pilot prealabilă. O cale de mijloc optimă între diametrul miezului şi mărimea canalului de aşchii, pentru degajarea optimă a aşchiilor, inclusiv la materialele care generează aşchii lungi. Volumele de aşchiere în creştere în unitate de timp şi durabilitatea sporită duc la un proces de găurire economic, chiar la cele mai scăzute diametre de găurire şi pentru un raport mare L/D.
Notă:
Pentru utilizarea în siguranţă a microburghielor de la 8×D, este necesară
o găurire pilot de
cel puţin 4×D cu microburghiul pilot
121223. În cazul prelucrării verticale şi al suprafeţelor plane ale pieselor, se poate renunţa la o găurire pilot de la un D
C =⌀ 1 mm până la o lungime de 12×D. Înainte de utilizarea următoarei scule de găurire, aveţi permanent în vedere
ca gaura-pilot să nu aibă aşchii. Recomandăm o teşire la 90° cu burghiul de centrare adecvat după execuţia găurii-pilot. Pentru utilizări care cer mare atenţie (de ex., acurateţe maximă de fabricaţie, formare minimă de bavuri, presiune redusă a lichidului de răcire), reduceţi cu 50% avansul sculei înainte de intrarea şi de ieşirea din material. Materialele cu aşchii lungi necesită la nevoie
îndepărtarea aşchiilor în paşi de adâncime de câte 3×D, cu o mişcare minimă de retragere la adâncimea găurii pilot. Aveţi în vedere
elementul recomandat de prindere a sculei (portsculă cu strângere rapidă, mandrină hidraulică), cu o concentricitate mai mică de 0,003 mm, o
presiune a lichidului de răcire suficient de mare (cel puţin 30 bar), precum şi cu o
filtrare suficient de fină a mediului de răcire (D
C <⌀ 2 mm cu filtru ≤ 0,010 mm; D
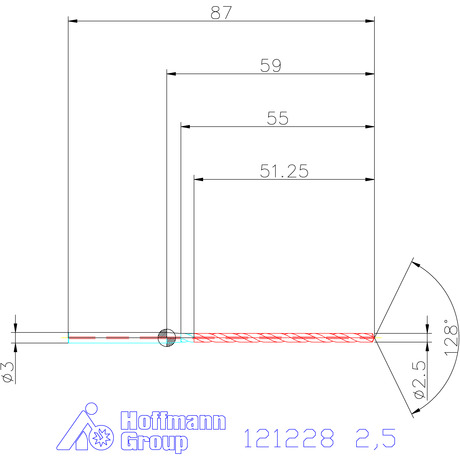
C <⌀ 3 mm filtru ≤ 0,020 mm). Raportul L/D indicat corespunde
adâncimii minime de găurire la care se poate ajunge cu microburghiul respectiv.
Lungime canelură L
C = L
2 + 1,5 × D
C.