

{{ name }}
Cod articol {{ combinedCodeWithHighlight }}
Codul articolului:
EAN / GTIN:
Număr producător:
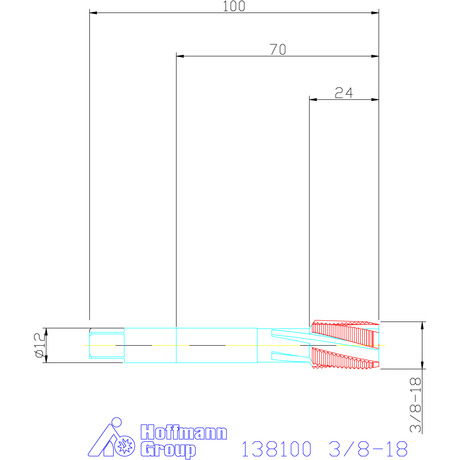
| Dimensiunea filetului | 3/8-18 NPT | |
| Strat de acoperire | TiAlN | |
| Tip de filet | NPT | |
| Unghi al flancurilor | 60 grad | |
| Materialul sculei | HSS E PM | |
| Standard | Normă de lucru | |
| Normă pentru filet | ANSI B 1.20.1 | |
| Forma conului de atac | C | |
| Raportul conului | 1:16 | |
| Unghiul elicei | 15 grad | |
| Coadă tip | Coadă cilindrică cu h9 | |
| Răcire interioară | nu | |
| Utilizare la tipul de găurire | Gaură înfundată; Gaură străpunsă | |
| Direcţie de tăiere | pe dreapta | |
| Pas filet | 1,411 mm | |
| Pasi/inch | 18 | |
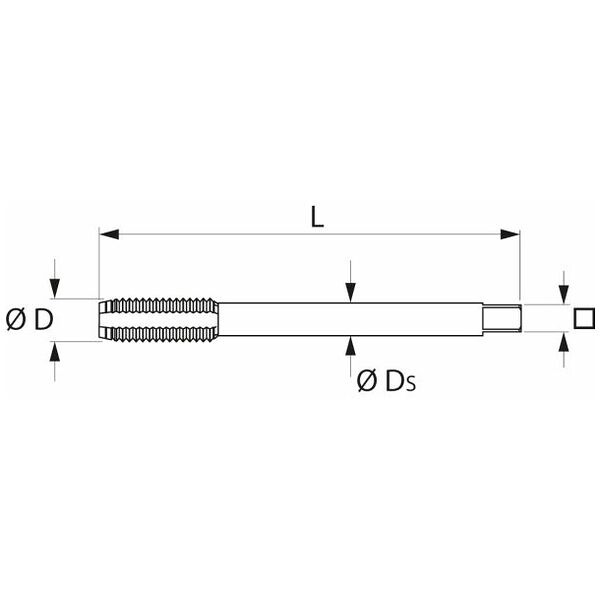
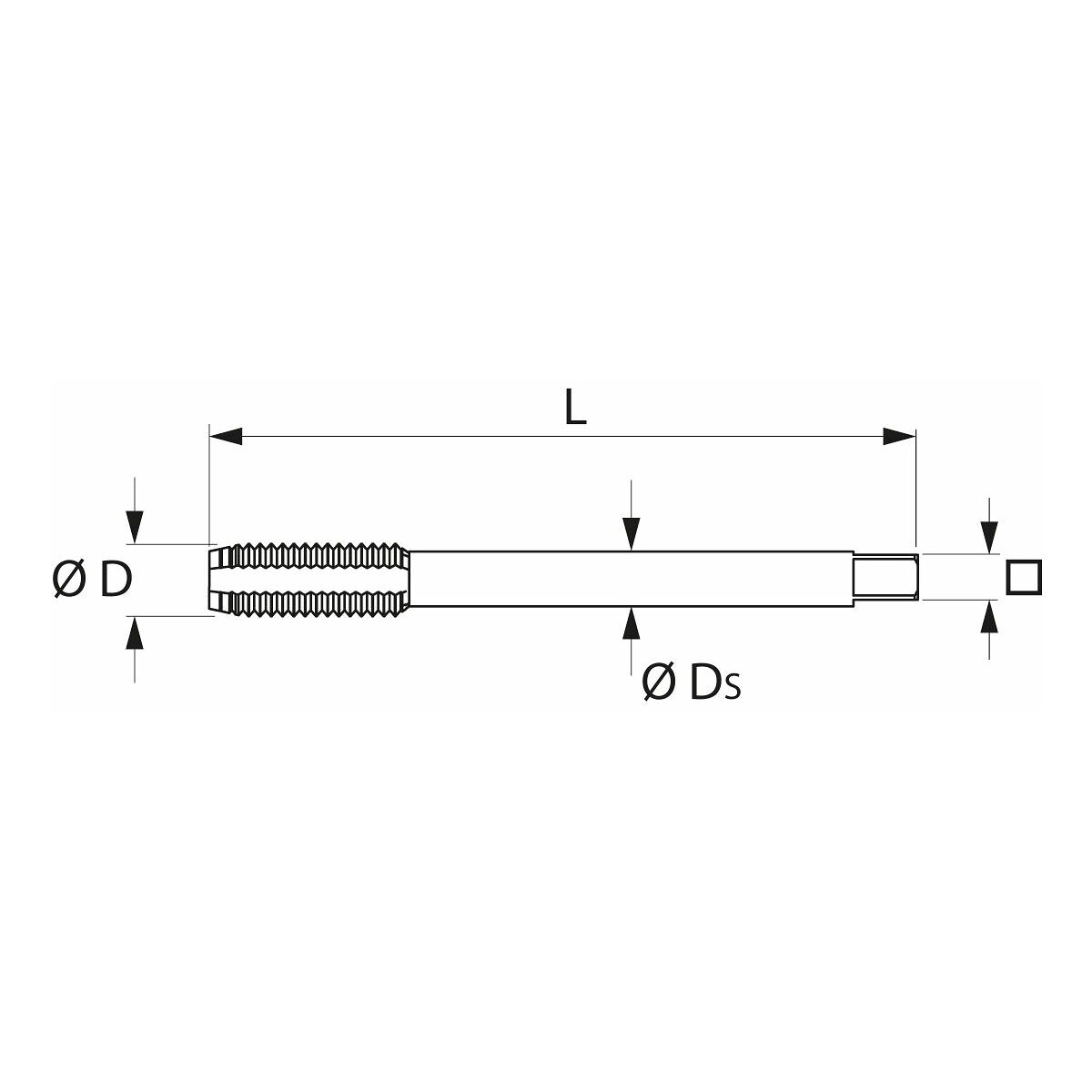
| Lungimea totală L | 100 mm | |
| ⌀ cozii Ds | 12 mm | |
| Pătrat coadă □ | 9 mm | |
| ⌀ găurii de centrare A | 9/16 inch | |
| ⌀ găurii de centrare B | 14,1 mm | |
| ⌀ etalonului de verificare Dmax + 0,05 | 14,8 mm | |
| Adâncimea minimă a găurii de centrare | 17,6 mm | |
| ⌀ Filet | 17,055 mm | |
| Tipul uneltei cu filet | Tarod de maşină pentru prelucrare convenţională | |
| Număr caneluri de pretensionare | 4 | |
| Inel colorat | roşu | |
| Număr de dinţi Z | 4 | |
| Adâncimea filetului | 32,7 mm | |
| Tip produs | Tarod |
| Cod articol | 138100 3/8-18 | |
| EAN / GTIN | 4045197080431 |







