Version:
High-performance micro-drill for universal material use, focussing on steel processing. Maximum process reliability due to exactly matched tools within the overall system and expanded guide chamfers. Drilling of very small diameters down to the maximum depth after creating a pilot hole. Optimum compromise between core diameter and flute size for optimum chip evacuation – even with long-chipping materials. The increased metal removal rates and longer tool life ensure an economical drilling process, even with very small hole diameters combined with a large L/D ratio.
Note:
For reliable use of the micro-drills from 8×D, a
pilot hole of
at least 4×D is required using the micro-pilot drill
121223. For vertical machining and flat workpiece surfaces, a pilot hole can be dispensed with from D
C = ⌀ 1 mm up to a length of 12×D. Please always ensure that the
pilot hole is free from chips before using the subsequent drilling tool. We recommend setting a 90° counterbore with a suitable NC spotting drill after the pilot hole has been completed. For critical applications (e.g. highest possible production accuracy, minimal burr formation, reduced coolant pressure), reduce the feed rate of the tool by 50% before entering and exiting the material. Long-chipping materials may require
chips to be evacuated in steps of 3×D each by moving the drill back slightly at pilot hole depth. Please make sure that you use a suitable
tool clamping device (shrink-fit chuck, hydraulic clamping chuck) with a radial run-out of less than 0.003 mm, a sufficiently high
coolant pressure (at least 30 bar), as well as sufficiently fine
filtration of the cooling medium (D
C <⌀ 2 mm with filter ≤ 0.010 mm; D
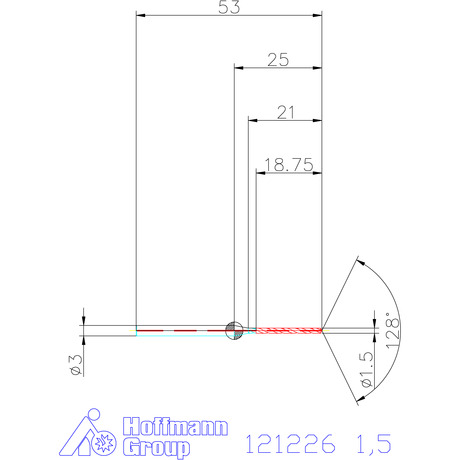
C <⌀ 3 mm filter ≤ 0.020 mm). The specified L/D ratio gives the
minimum achievable depth of hole with the respective micro-drill.
Flute length L
C = L
2 + 1.5 × D
C.