

{{ name }}
Article no. {{ combinedCodeWithHighlight }}
Article code:
EAN / GTIN:
Manufacturer number:
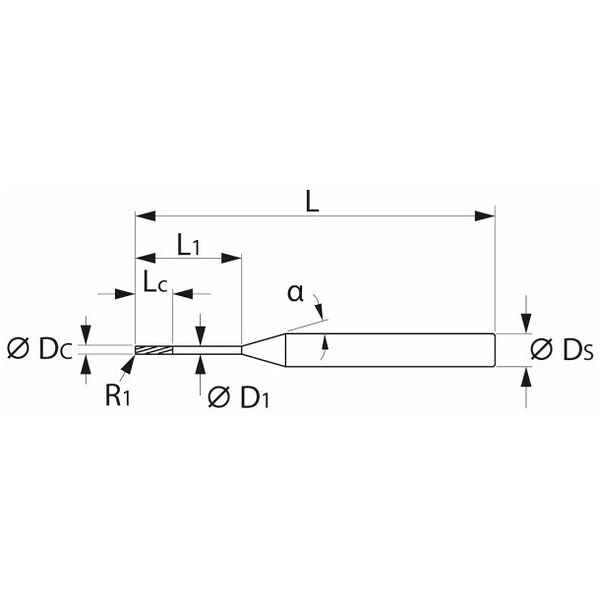
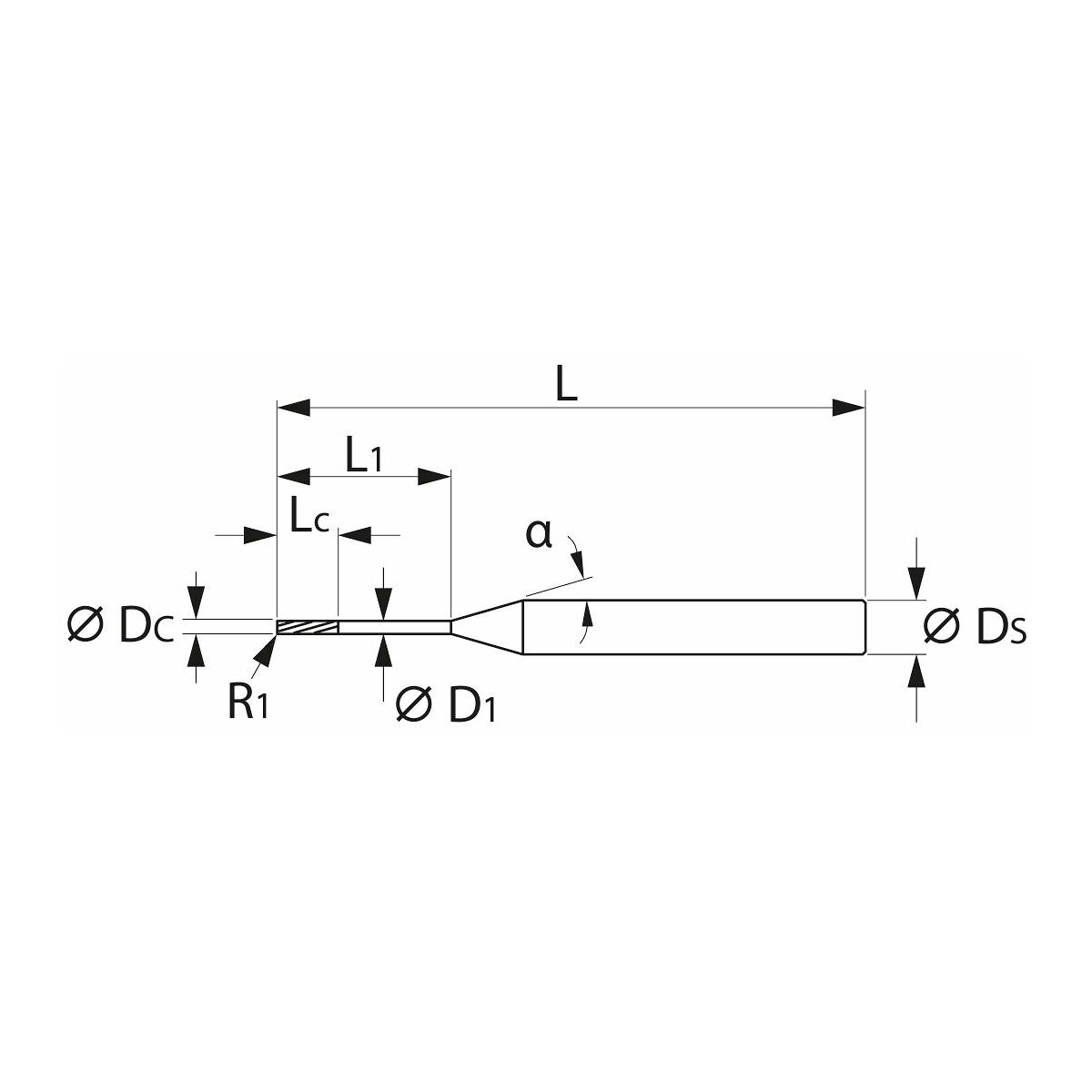
| ⌀ Tagliente DC | 1,5 mm | |
| Rivestimento | DLC | |
| Materiale da taglio | HMI | |
| Norma | Norma interna | |
| Modello | W | |
| Tolleranza ⌀ nominale | 0 / -0,005 | |
| Numero denti Z | 2 | |
| Angolo dell’elica | 30 grado | |
| Direzione di avanzamento | orizzontale, obliquo e verticale | |
| Larghezza di fresatura ae per operazioni di fresatura | 0,5×D per contornatura; 0,05×D per fresatura a copiare | |
| Codolo | DIN 6535 HA con h5 | |
| Passaggio interno per LR | no | |
| Lunghezza taglienti Lc | 1,5 mm | |
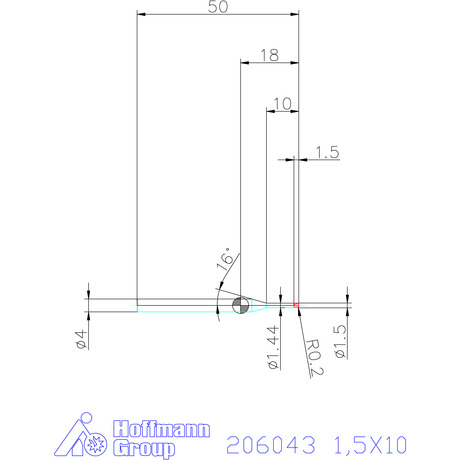
| Raggio del tagliente R1 | 0,2 mm | |
| Sporgenza totale L1 incl. posizione libera | 10 mm | |
| ⌀ Posizione libera D1 | 1,44 mm | |
| Lunghezza complessiva L | 50 mm | |
| ⌀ Codolo Ds | 4 mm | |
| Avanzamento fz per contornatura in Al pressofuso | 0,03 mm | |
| Avanzamento fz per fresatura a copiare in Al pressofuso | 0,03 mm | |
| Fattore di correzione ap corretto | 0,9 | |
| Colore collarino | giallo | |
| Tipo di prodotto | Frese toroidali |
| Article number | 206043 1,5X10 | |
| EAN / GTIN | 4045197914576 |


















