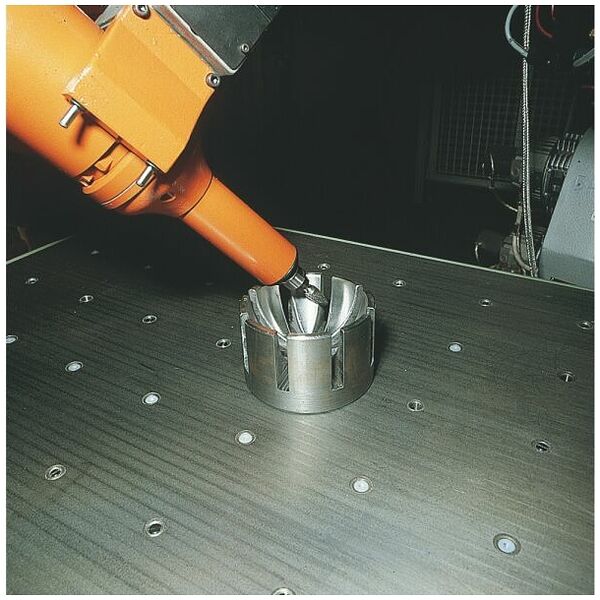
Leírás:
A fogazás 3 PLUS keresztfogazású, és különösen alkalmas öntöttvas, acél, rozsdamentes acél (INOX), nikkelalapú és titánötvözetek vágására. Nagy anyagleválasztási sebesség jellemzi. Az univerzális felhasználásra szánt Keményfém turbómarók a legfontosabb iparilag használt anyagok finom és durva megmunkálására alkalmasak. Jó vágási teljesítményt nyújtanak, és többféle anyagban használhatók. Kerek kúpos maró DIN 8032 szerinti kerek csúcsú és DIN 8033 szerinti fogazással.
Jellemző:
- Radius sarokkialakítás: 2,9 mm
- RPM, szürke öntöttvas, fehér öntöttvas: 14000 RPM
- 1 200 N/mm² feletti edzett edzett acélok FORDULATSZÁM: 8000 RPM
- FORDULATSZÁM, nagy hőálló anyagok: 8000 RPM
- FORDULATSZÁM, rozsda- és saválló acélok: 8000 RPM
- FORDULATSZÁM, acélok-től 1 200 N/mm²-ig: 14000 RPM
- RPM BIS, szürke öntöttvas, fehér öntöttvas: 19000 RPM
- FORDULATSZÁM BIS, edzett edzett acélok 1 200 N/mm² felett: 11000 RPM
- RPM BIS, nagy hőálló anyagok: 14000 RPM
- FORDULATSZÁM BIS, rozsda- és saválló acélok: 11000 RPM
- FORD/PERC BIS, acélok - 1 200 N/mm²: 19000 RPM
- Fogazás: 3 PLUS
- Ø külső metrikus: 10 mm
- Ø metrikus tengely: 6 mm
- derékszög: 14 °
- Hossz, fogazott: 20 mm
- Hossz, teljes: 60 mm
Előny:
- Jó vágási teljesítmény a karbid, a geometria és a fogak optimális koordinációjának köszönhetően.
- Hosszú élettartamú.
- A pontos koncentritásnak köszönhetően az ütésmentes munkavégzés zajok nélkül is lehetséges. Ez jelentősen csökkenti a szerszám- és szerszámmeghajtó kopás-ját.
- Magas felületminőség.
Felhasználás:
- Alkalmazási javaslatok: Ha a vágócsap átmérőjének legkisebb tartománya eléri a betét értéket, az ajánlott sebesség ennek megfelelően növelhető. A vágócsapok gazdaságos betét-je esetén a munkát a felső fordulatszám/vágási sebesség tartományban végzik. Használjon 8 mm-es szárátmérő-vel ellátott vágócsapokat a 300 W-os vagy annál nagyobb teljesítményű meghajtókon.
- Feldolgozási feladatok: Áttörések készítése; sorjázás; szintezés; marás; marás; Felületi megmunkálás; hegesztési megmunkálás
- Meghajtási típusok: Hajlító tengely hajtás; szerszámgép; robot; álló gépek; egyenes csiszoló
Alapanyag:
- Megmunkálható anyagok:
- Temperöntvény
- Fekete temperöntvény (GTS, GJMB)
- Betétedzhető acélok
- Öntöttvas
- Acélöntvény
- Kobalt alapú ötvözetek
- Szürke/gömbgrafitos öntöttvas (GG/GJL, GGGG/GJS)
- Alumínium ötvözetek kemény
- Edzett, edzett acélok 1 200 N/mm²-nél (< 38 HRC)
- Nagy hőszilárdságú anyagok
- Nikkel alapú ötvözetek (pl. Inconell és Hasteloy)
- Nemesacél (INOX)
- Acél
- Acél, acél öntvény
- acélok max. 1 200 N/mm² (< 38 HRC)
- acélok 700 N/mm² felett (> 220 HB)
- acélok legfeljebb 700 N/mm² (< 220 HB)
- Szerszámacélok
- Fehér temperöntvény (GTW, GJMW)